
 Рисунок 3.22 – Изменение параметра Ra
поверхности
стали Ст45 в процессе ее обработки инструментом различной зернистости
Рисунок 3.22 – Изменение параметра Ra
поверхности
стали Ст45 в процессе ее обработки инструментом различной зернистости
Рисунок 3.23- Микрофотография инструмента РТ50Р1 до начала обработки и после 2-х мин. работы на Ст45

Рисунок 3.24- Микрофотография инструмента РТ10Р1 до начала обработки и после 2-х мин. работы на Ст45


Рисунок 3.25- Микрофотография инструмента РРТ5 до начала обработки и после 2-х мин. работы на Ст45
На рисунках 3.23-3.25 изображены микрофотографии связанного алмазного инструмента, которые отражают процесс его засаливания в течение работы на материале сталь Ст45. Как видно из фотографий, из двух инструментов с одинаковыми типами связки, но различными значениями зернистости алмаза, то есть РТ50Р1 и РТ10Р1, большему засаливанию подвергся инструмент с меньшим размером алмазного зерна. Время работы двух видов инструментов было одинаковым - 2 минуты.
3.3 Результаты исследований обработки титана
Таблица 3.16 – Обработка титана инструментом РТ100Р1при Р/S=3кг/см2
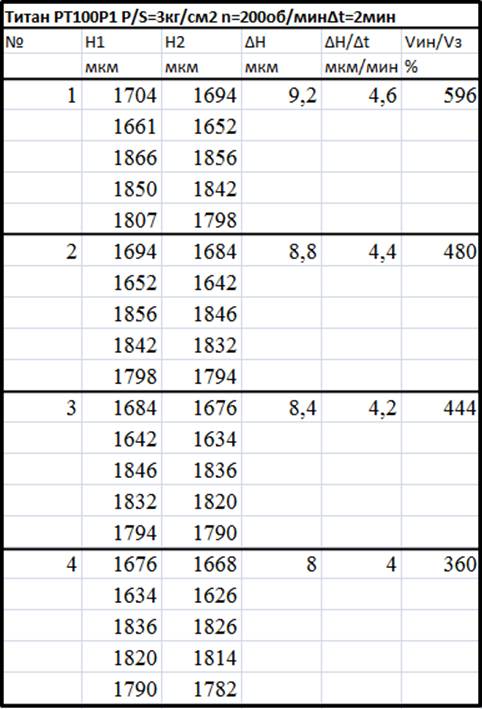

Рисунок 3.26- Микрофотография инструмента РТ100Р1
Значения Ra, мкм на графиках 3.27-3.31 приведены для t=2мин.
Рисунок 3.27- Зависимость скорости съема титана от времени обработки инструментом РТ100Р1(см. также Приложение Л)
Vин/Vз=470% при обработке инструментом РТ100Р1
Таблица 3.17 – Обработка титана инструментом РТ50Р1при Р/S=3кг/см2
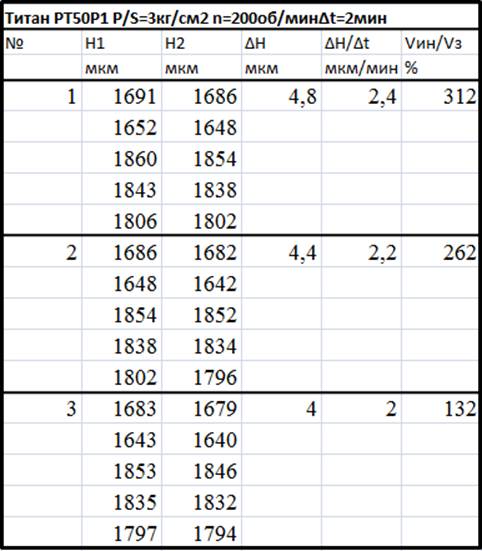
Рисунок 3.28- Зависимость скорости съема титана от времени обработки инструментом РТ50Р1
Vин/Vз=241% при обработке инструментом РТ50Р1
Таблица 3.18– Обработка титана инструментом РТ20Р1при Р/S=3кг/см2
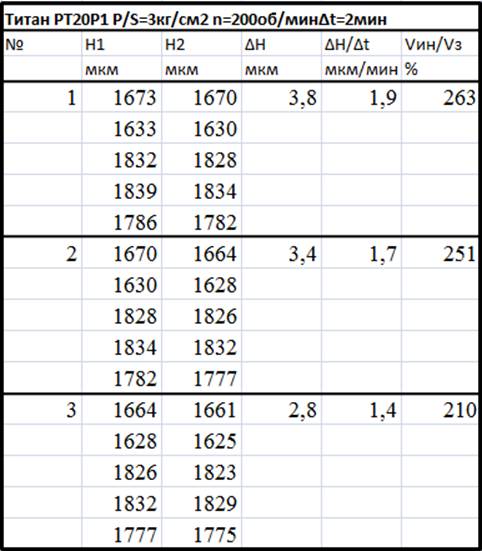
Рисунок 3.29- Зависимость скорости съема титана от времени обработки инструментом РТ20Р1
Таблица 3.19– Обработка титана инструментом РТ10Р1при Р/S=3кг/см2
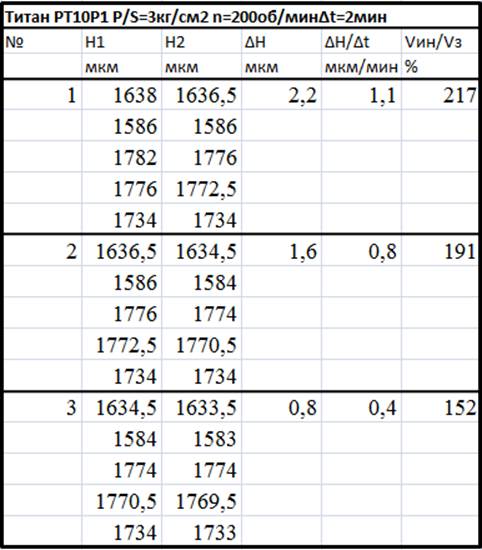
Vин/Vз=186% при обработке инструментом РТ10Р1
Рисунок 3.30- Зависимость скорости съема титана от времени обработки инструментом РТ10Р1
Дальнейшая обработка инструментом РТ5Р1 не привела к улучшению параметров шероховатости.
Рисунок 3.31 - Сравнительная характеристика работы инструмента различной зернистости
Из рисунка видно, что более стабильно работает крупнозернистый инструмент. Вцелом, все виды инструмента при обработке титана работают более стабильно, чем при обработке сталей 4Х18Н2М и Ст45. Это означает, что спад скорости съема во времени происходит медленнее, скорость съема материала выше. Однако, одновременно с повышением стабильности работы инструмента при обработке титана, возрос его относительный износ. Поскольку материал является более мягким, чем сталь 4Х18Н2М и Ст45, то его чувствительность к царапанию значительно выше. Этим объясняется то, что на поверхности титана не удалось получить высокую чистоту, такую как на стали 4Х18Н2М. Обрабатываемая поверхность вследствие засаливания инструмента почти сразу же приобретала царапины.
3.4 Результаты исследований обработки циркония
Таблица 3.20– Обработка циркония инструментом РТ100Р1при Р/S=1,67 кг/см2
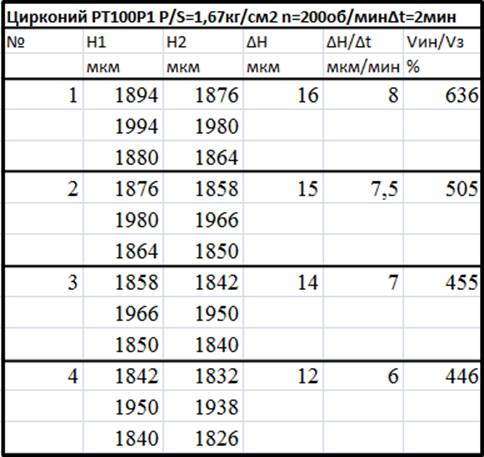
Данный сплав, является мягким материалом. Характерным является то, что при переходе на обработку этого материала, резко возросли показатели износа инструмента. Наряду с износом инструмента, возросла и скорость съема материала, повысилась стабильность работы инструмента во времени по сравнению с обработкой всех предыдущих материалов.
Таблица 3.21– Обработка циркония инструментом РТ100Р1при Р/S=3 кг/см2
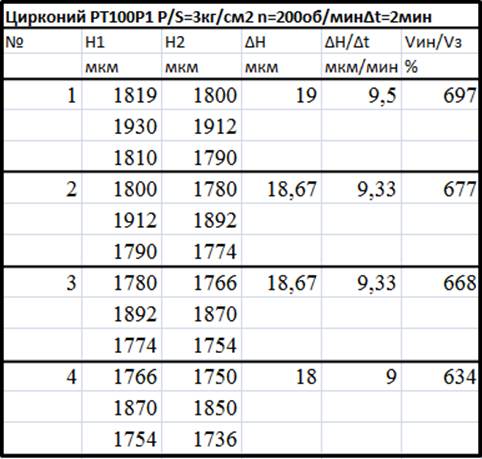
Значения Ra, мкм на графиках 3.32-3.37 приведены для t=2мин.
Рисунок 3.32 - Сравнительная характеристика работы инструмента РТ100Р1 при различном удельном давлении
Из рисунка 3.32 видно, что наиболее оптимальным является работа инструмента при удельном давлении Р/S=3 кг/см2, так как выше скорость съема и стабильность работы. Под стабильностью следует понимать сохранение скорости съема во времени на первоначальном уровне в процессе обработки. Чем медленнее падает скорость съема в процессе обработки, тем стабильность выше. Падение скорости съема в основном обусловлено засаливанием инструмента.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.