Таблица 3.8- Обработка стали 4Х18Н2М с учетом вскрытия инструмента
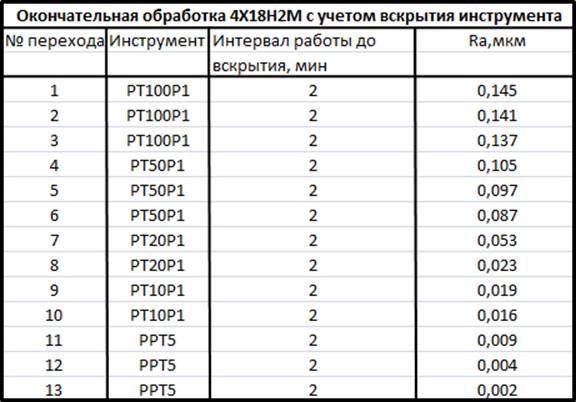
Приведем профилограммы поверхности стали 4Х18Н2М, отражающие процесс изменения ее микрогеометрии в результате обработки со вскрытием по данным таблицы 3.8 (см. Приложения Г-И).
В результате обработки со вскрытием параметр Ra поверхности удалось довести до значения 0,002 мкм. Общее время обработки поверхности – 26 минут.
Фотографии заготовки стали 4Х18Н2М до и после обработки представлены в приложении К.
3.2 Результаты исследований обработки стали Ст45
Таблица 3.9 – Обработка стали Ст45 инструментом РТ200Р1 при P/S=0,55кг/см2
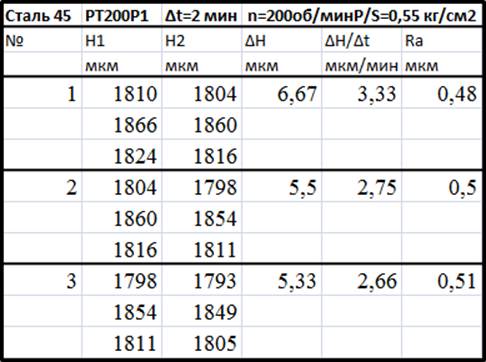
Таблица 3.10 - Обработка стали Ст45 инструментом РТ200Р1 при P/S=5 кг/см2
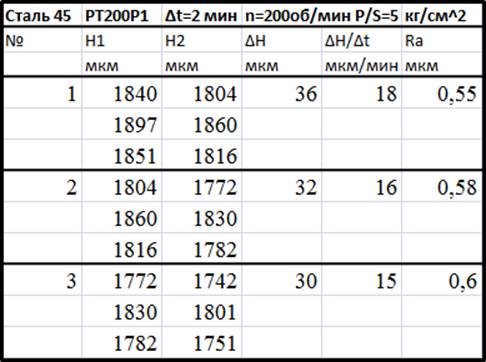
На основе данных, приведенных в таблицах 3.9-3.10, построим графики зависимости скорости съема материала стали Ст45 во времени при разных удельных давлениях. Оптимальным будет являться то давление, которое будет обеспечивать большую скорость съема материала, то есть наивысшую производительность. Это особенно важно на этапе грубой обработки поверхности, когда главной задачей является снятие основного припуска и формообразование поверхности.
Рисунок 3.9 - Зависимость скорости съема стали Ст45 от времени обработки инструментом РТ200Р1 при P/S=5 кг/см2
Рисунок 3.10 - Изменение параметра шероховатости Ra в процессе обработки стали Ст45 инструментом РТ200Р1 при P/S=5 кг/см2
Рисунок 3.11 - Зависимость скорости съема стали Ст45 от времени обработки инструментом РТ200Р1 при различном удельном давлении
Как видно из рисунка, оптимальным удельным давлением является значение P/S=5кг/см2 .
Таблица 3.11- Обработка стали Ст45 инструментом РТ100Р1 при P/S=5 кг/см2
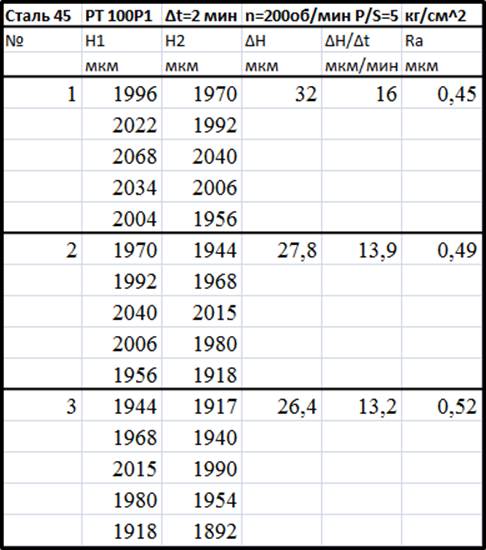
Рисунок 3.12 - Зависимость скорости съема стали Ст45 от времени обработки инструментом РТ100Р1
Рисунок 3.13 - Изменение параметра шероховатости Ra в процессе обработки стали Ст45 инструментом РТ100Р1
Vин/Vз=218% при обработке инструментом РТ100Р1.
Таблица 3.12- Обработка стали Ст45 инструментом РТ50Р1 при P/S=5 кг/см2
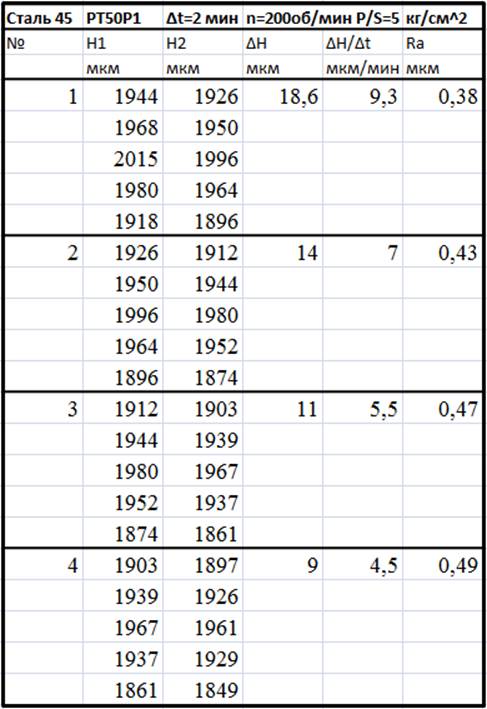
Рисунок 3.14-Зависимость скорости съема Ст45 от времени обработки РТ50Р1
Рисунок 3.15 - Изменение параметра шероховатости Ra в процессе обработки стали Ст45 инструментом РТ50Р1
Vин/Vз=171% при обработке инструментом РТ50Р1.
Таблица 3.13 – Обработка стали Ст45 инструментом РТ20Р1 при P/S=5 кг/см2
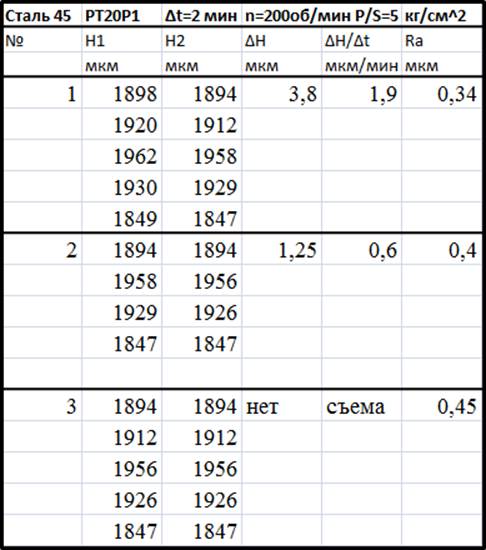
Рисунок 3.16 - Зависимость скорости съема стали Ст45 от времени обработки инструментом РТ20Р1
Рисунок 3.17 - Изменение параметра шероховатости Ra в процессе обработки стали Ст45 инструментом РТ20Р1
Таблица 3.14 – Обработка стали Ст45 инструментом РТ10Р1 при P/S=5 кг/см2
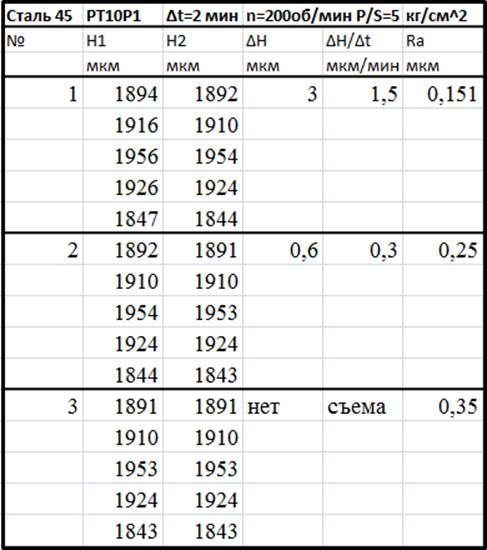
Vин/Vз=130% при обработке инструментом РТ10Р1.
Рисунок 3.18 - Зависимость скорости съема стали Ст45 от времени обработки инструментом РТ10Р1
Рисунок 3.19 - Изменение параметра шероховатости Ra в процессе обработки стали Ст45 инструментом РТ10Р1
Таблица 3.15 – Обработка стали Ст45 инструментом РТ5Р1 при P/S=0,55 кг/см2
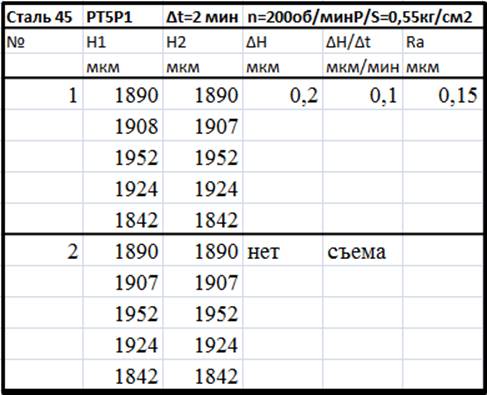
При переходе к полированию, необходимо начать обработку при более низком давлении. Этим обусловлена работа инструмента РТ5Р1 при удельном давлении 0,55 кг/см2.
Рисунок 3.20 - Зависимость скорости съема стали Ст45 от времени обработки инструментом РТ5Р1
Дальнейшая обработка инструментом РРТ5 не привела к улучшению качества поверхности, инструмент также как РТ5Р1 после двух минут работы полностью засалился, и его последующая работа привела к ухудшению чистоты.
Рисунок 3.21 - Сравнительная характеристика работы инструмента различной зернистости на стали Ст45
Из рисунка 3.21 видно, что также как и на материале 4Х18Н2М инструмент с большей зернистостью алмаза работает более стабильно во времени. Это объясняется тем, что инструмент с меньшей зернистостью быстрее засаливается. Эта же закономерность лежит в основе того, что более мелкозернистый инструмент быстрее ухудшает качество поверхности (параметр Ra, мкм) в процессе своей работы (Рисунок 3.22).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.