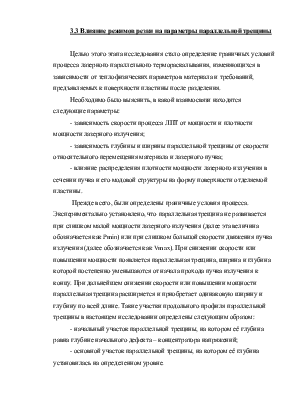
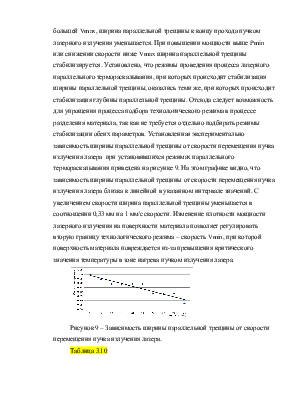


Отсюда следует возможность для упрощения процесса подбора технологического режима в процессе разделения материала, так как не требуется отдельно подбирать режимы стабилизации обеих параметров. Установленная экспериментально зависимость ширины параллельной трещины от скорости перемещения пучка излучения лазера при установившихся режимах параллельного термораскалывания приведена на рисунке 9. На этом графике видно, что зависимость ширины параллельной трещины от скорости перемещения пучка излучения лазера близка к линейной в указанном интервале значений. С увеличением скорости ширина параллельной трещины уменьшается в соотношении 0,33 мм на 1 мм/с скорости. Изменение плотности мощности лазерного излучения на поверхности материала позволяет регулировать вторую границу технологического режима – скорость Vmin, при которой поверхность материала повреждается из-за превышения критического значения температуры в зоне нагрева пучком излучения лазера.
Рисунок 9 – Зависимость ширины параллельной трещины от скорости перемещения пучка излучения лазера.
Таблица 3.10
Зависимость ширины параллельной трещины от скорости перемещения пучка излучения лазера
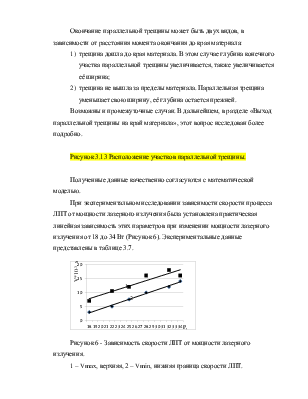
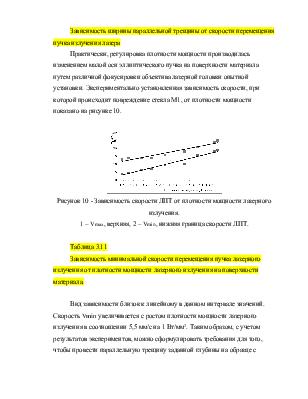
Практически, регулировка плотности мощности производилась изменением малой оси эллиптического пучка на поверхности материала путем различной фокусировки объектива лазерной головки опытной установки. Экспериментально установленная зависимость скорости, при которой происходит повреждение стекла М1, от плотности мощности показано на рисунке 10.
Рисунок 10 - Зависимость скорости ЛПТ от плотности мощности лазерного излучения.
1 – Vmax, верхняя, 2 – Vmin, нижняя граница скорости ЛПТ.
Таблица 3.11
Зависимость минимальной скорости перемещения пучка лазерного излучения от плотности мощности лазерного излучения на поверхности материала.
Вид зависимости близок к линейному в данном интервале значений. Скорость Vmin увеличивается с ростом плотности мощности лазерного излучения в соотношении 5,5 мм/с на 1 Вт/мм2. Таким образом, с учетом результатов экспериментов, можно сформулировать требования для того, чтобы провести параллельную трещину заданной глубины на образце с известными теплофизическими параметрами. Необходимо выполнить следующие шаги:
1) выбрать длину пучка излучения лазера в соответствии с шириной материала, путем использования соответствующей оптической системы;
2) выбрать мощность и плотность мощности (ширину пучка) лазерного излучения в соответствии с графиком на рис. 10;
3) выбрать скорость перемещения пучка лазерного излучения такой, чтобы параллельная трещина имела необходимую глубину, и при этом глубина параллельной трещины оставалась равномерной и одинаковой на заданном участке материала, в соответствии с рис. 8.
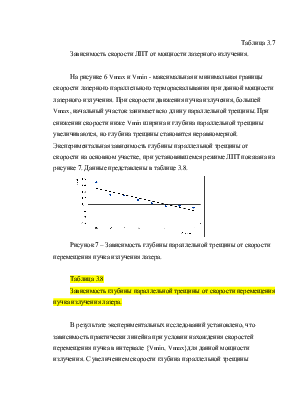
Изучение изменения глубины параллельной трещины от температуры материала необходимо для выявления температурной зависимости режимов проведения процесса лазерного параллельного термораскалывания, и для проверки теоретических предположений. Начальная температура материала входит в математическую модель процесса.
Рисунок 11 - Зависимость глубины параллельной трещины от температуры материала
Таблица 3.12
Зависимость глубины параллельной трещины от температуры материала
|
T, °C |
h, мм |
T, °C |
h, мм |
T, °C |
h, мм |
|
22 |
0,7 |
70 |
0,67 |
120 |
0,62 |
|
30 |
0,69 |
80 |
0,66 |
130 |
0,62 |
|
40 |
0,69 |
90 |
0,64 |
140 |
0,61 |
|
50 |
0,68 |
100 |
0,63 |
150 |
0,61 |
|
60 |
0,67 |
110 |
0,64 |
Примечание: измерения температуры выполнены термометром ртутным класса точности 1 по ГОСТ (точность +-0,5°С), измерения толщины выполнены индикатором часовым ИЧ-10 по ГОСТ (точность 5 мкм).
Экспериментальные исследования показали, что с увеличением температуры материала глубина параллельной трещины уменьшается, и зависимость близка к линейной в интервале температур от 22 до 150°С. Каждый градус повышения температуры уменьшает толщину на 0,7 мкм для стекла М1 (Рис. 11). Изменение температуры на один градус влияет на процесс так же, как изменение скорости на 0,13 мм/с. При повышенных требованиях к точности глубины параллельной трещины следует:
1) при разработке технологических режимов учитывать температуру обрабатываемого материала;
2) контролировать температуру материала;
3) или поддерживать температуру материала с помощью термостата.
Как следует из рисунка 11, повышение температуры облегчает образование параллельной трещины при повышении скорости, т.е. увеличивает скорость Vmax по рис. 7. Дополнительный подогрев и стабилизация температуры материала может быть использован для того, чтобы проводить процесс ЛПТ при скоростях, больших Vmax при комнатной температуре, либо для уменьшения глубины параллельной трещины. Экспериментально найден оптимальный диапазон температур для стекла
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.