ЗМІСТ
1 Тема роботи. 3
2 Мета роботи. 3
3 Вихідні дані та матеріали. 3
4 Теоретичні відомості 4
5 Хід роботи. 7
Висновки і пропозиції 11
Література. 12
6 Контрольні запитання. 13
Додаток А - креслення заготовки з штампування
Додаток Б - креслення деталі черв'ячний вал
Вибір заготовки. Техніко-економічне обґрунтування вибору заготовки.
Навчитися правильно вибирати заготовку за даним робочим кресленням деталі, за заданою річною програмою випуску.
Навчитися обґрунтовано визначати норму витрат матеріалу, за техніко-економічними показниками встановлювати більш економічно вигідну заготовку, здійснювати порівняння якнайменше двох заготовок одержаних різними способами і на підставі порівняння зробити висновок щодо правильності вибору заготовки.
3.1 Річна програма випуску деталей N=50000 шт.
3.2 Методичний посібник.
3.3. Креслення деталі
4.1 Способи виготовлення заготовок.
Заготовки в машинобудуванні виготовляють одним з трьох способів:
-прокат;
-методом штампування;
-методом лиття.
Так як задана деталь є черв’ячним валом, то заготовкою для цієї заготовки можуть бути або круглий прокат або штампування.
4.2 Матеріал, з якого виготовляється дана деталь – це Сталь 45 ГОСТ 1050-94 – конструктивна сталь з вмістом вуглецю 0,45%, яка призначена для виготовлення важко навантажених деталей, які експлуатуються у важких умовах. За своєю характеристикою це сталь відповідає експлуатаційним вимогам, які пред’являються до деталі.
4.3 Вимоги, які пред’являються до вибору заготовки:
1) простота одержання заготовки;
2)максимальне наближення заготовки до форми деталі;
3) низькі металоємкість і трудоємкість виготовлення майбутньої деталі;
4) низька собівартість заготовки.
4.4 Правильний вибір заготовки.
Щоб зробити правильний вибір заготовки необхідно розглянути щонайменше 2 варіанти одержання заготовки, зробити техніко-економічні розрахунки, розгляд варіантів за двома показниками:
1) Коефіцієнт використання матеріалу, Квм, який визначається за формулою 1:
![]() ,
(1) .
,
(1) .
де mд –маса деталі, кг;
mз – маса заготовки, кг.
2) Собівартість заготовки СЗ1, СЗ2, яка розраховується за формулою 2 і формулою 3
СЗ1 = Ц*mз1 – ЦВ*mд + Цп , (2) .
де Ц – ціна 1 кг металу, грн. = 15 грн.
mз – маса заготовки, кг
Цв – ціна відходів, грн. Цв = 0,25*Ц, Цв = 3,75 грн.
Цп – ціна порізки, грн.
Ціну порізки вибираємо з методичних вказівок /1,с17/
Цп = 6 грн.
Собівартість заготовки отриманої методом штампування СЗ2,грн., розраховуємо за формулою 3
СЗ2 = Ц*mз2 – Цв*mв + ![]() , (3)
.
, (3)
.
де Сштампа – вартість штампа; Сштампа = 20000 грн
n – кількість штампів, шт.
З одного штампа можна зняти 10000 заготовок,
N – річна програма випуску деталей, шт; N=50000 шт.
Знаючи, що з одного штампу можна отримати 10000 стальних заготовок, розраховуємо кількість штампів, необхідних для виконання річної програми за формулою 4
![]() ,
(4) .
,
(4) .
На підставі цих показників здійснюють висновок, який з розглядаємих варіантів буде більш економічним.
Проаналізувавши креслення деталі черв’ячний вал 5.05050302.ПР02.001 я прийшов до висновка, що дану заготовку для даної деталі можна отримати одним із двох варіантів:
1) Круглий гарячекатаний прокат, діаметром більше за номінальний діаметр на кресленні деталі, а саме Ø110, довжиною l=345 мм
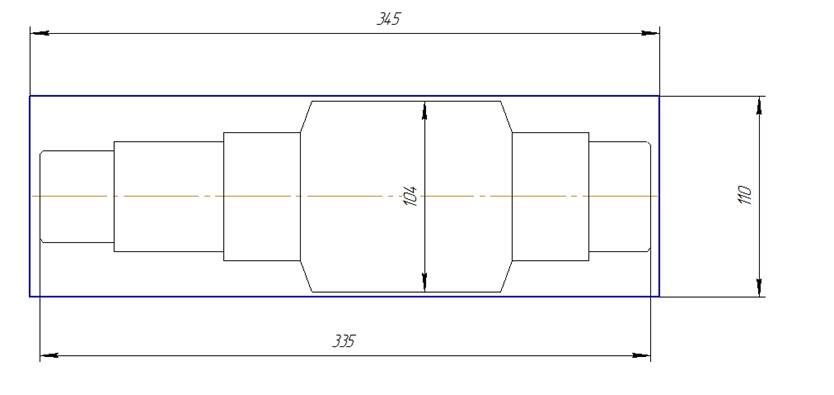 2) Метод штампування, який дозволяє
максимально приблизити форму заготовки до форми деталі з припуском на сторону
кожної шийки валу по 2,5 мм, а отже на діаметр по 5мм. Ескіз заготовки за I варіантом представлено на рисунку 1,
а заготовки за II варіантом – на рисунку 2.
2) Метод штампування, який дозволяє
максимально приблизити форму заготовки до форми деталі з припуском на сторону
кожної шийки валу по 2,5 мм, а отже на діаметр по 5мм. Ескіз заготовки за I варіантом представлено на рисунку 1,
а заготовки за II варіантом – на рисунку 2.
Рисунок 1 – ескіз заготовки з гарячекатаного прокату.
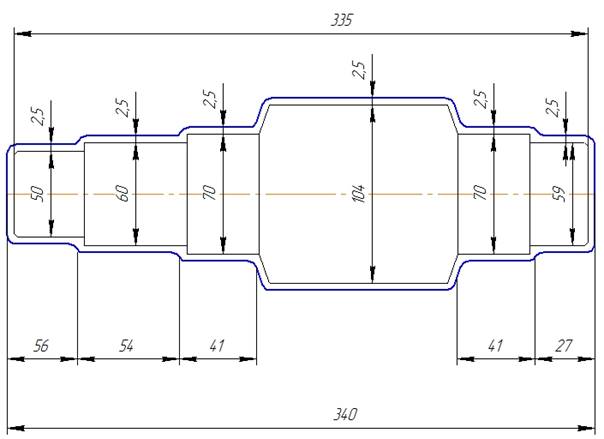
Рисунок 2- ескіз заготовки з лиття.
Масу заготовки з круглого прокату розраховуємо за формулою 5
mз1 = V1*ɣ, (6) .
де ɣ=7,85 ![]()
V1 – об’єм заготовки з прокату
Об’єм заготовки розраховуємо за формулою 6
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.




