
























|
1 ПОЗНАЙОМИТИСЯ З ВАТ «ПОЛТАВСЬКИЙ ТУРБОМЕХАНІЧНИЙ ЗАВОД» 1.1 Коротка історія підприємства. Виникнення заводу відноситься до 1889р. Поблизу залізної дороги Київ-Харків був побудований великий чавунолитійний завод купчихи Полякової, по теперішнім масштабам – мала, погано облаштована майстерня. В одному невеликому приміщенні стояли вагранка, п’ять металоріжучих верстатів, двигун міццю шість конячих сил та декілька слюсарних верстаків. Джерелом постачання води був колодязь. В січні 1918 року після вигнання з Полтави військ Центральної Ради завод Полякової був відібраний і на його базі побудували майстерні Губобоза для безробітних. На об’єднаному засіданні представників горкома партії, губраднаркому і союзу металістів, було прийнято рішення про побудування артілі «Механік», а в червні 1924 року до «Механіка» приєдналась артіль «Метал». Робітники цих двох підприємств стояли першими будівниками нового промислового підприємства, одержавшого звання «Метал». 1924 рік став роком народження заводу «Метал». Завод приймав різнобічні замовлення сільських кооператорів і громадян. До заводу приєднала велика артіль «Міри та ваги», маючи добре облаштування та кваліфіковані кадри. Кількість робітників досягло 108 чоловік. В 1940 році в зрівнянні з 1925 роком завод в 122 рази збільшив випуск валової продукції, кількість робітників |
|||||||||
|
5.090227.ПТ02.053 012.ТЗ |
Арк. |
||||||||
|
3 |
|||||||||
|
Зм. |
Арк. |
№докум. |
Підпис |
Дата |
|||||
|
виросло в 23 рази, а виробництво праці в 10 разів. Почалася Друга світова війна. Завод готувався до евакуації. 14 серпня 1941 року до Саратову пішов перший потяг, начальником якого призначили головного конструктора А.Н. Мельникова. Після прибуття до Саратову, завод почав випускати бойову продукцію, яка потрібна на фронті. Після визволення Полтави 1943 році в вересні весь завод «Метал» лежав у руїнах. Із 39 об’єктів залишилось тільки 2. Вже в січні 1944 року на підприємстві працювало 208 чоловік. Вони відбудували цеха і встановили верстати. В 1948 році підприємство перейшло в систему Міністерства електростанцій. Колективу доручили виготовлення запасних частин для модернізації перших турбін вітчизняних та іноземних марок. В 1948 році підприємство налагодило виготовлення масло очисних машин НСМ-3, лопаток для 12 різних типів турбін міцністю до 25000 кіловат, 9 типів редукторів, кисневих вимикачів. В подальшому завод «Метал» був перейменований в Полтавський турбомеханічний завод, та розвивався в цьому ж напрямку. С 2003 року входить до складу концерну «Укрросметал» Сьогодні ПТМЗ невимірно виріс перетворившись в сучасне підприємство з великим виробничим та науковим потенціалом. 1.2 Опис виготовленої продукції На Полтавському турбомеханічному заводі виготовляється багато різновидів продукції яка експортується у різні країни світу. |
|||||||||
|
5.090227.ПТ02.053 012.ТЗ |
Арк. |
||||||||
|
4 |
|||||||||
|
Зм. |
Арк. |
№докум. |
Підпис |
Дата |
|||||
|
В нинішній час ВАТ «ПТМЗ» виготовляє: - Пересувні гвинтові компресорні станції ВВП; - Установки компресорні гвинтові стаціонарні ВВУ; - Поршневі повітряні компресори і компресорні станції широкого спектру застосування; - Литво чавунне, сталеве, алюмінієве, кольорове, точне; Вузли і деталі для реконструкції парових турбін вітчизняного і зарубіжного виробництва; - Установки компресорні для стиснення пари Пропан-Бутану; - Компресори для гальмівних систем тепловозів, електровозів, електропоїздів, тролейбусів; - Маслоочисні установки; - Агрегати зварювальні і насосні; - Лебідки монтажні; - Сепаратори, ресивери, запасні частини до парових турбін, в т.ч. ротори турбінні, лопатки, облопачені диски, діафрагми, соплові і направляючі апарати, робочі і направляючі лопатки, деталі зубчатих і черв'ячних передач, сполучні муфти, опорні і наполегливі підшипники, кінцеві і діафрагмене ущільнення, вузли і деталі систем регулювання, кріплення високого тиску, пружини, проточні частини, внутрішні корпуси, ротори і запасні частини до живильних насосів блокових парових турбін; |
|||||||||
|
5.090227.ПТ02.053 012.ТЗ |
Арк. |
||||||||
|
5 |
|||||||||
|
Зм. |
Арк. |
№докум. |
Підпис |
Дата |
|||||
|
- Замочну арматуру, деталі і вузли котельно-допоміжного устаткування; - Нестандартизоване устаткування по документації замовника, що складається з вузлів і деталей масою до 20т. Деталі обертання, вимагаючи механічної обробки, з максимальними габаритами 4000х2000 мм або 2600х8000 мм. Корпусні деталі можуть мати зварну або зварно-литу конструкцію; - Товари народного споживання; 1.3 Визначити структуру виробництва Організаційні ланки ВАТ «Полтавський турбомеханічний завод» як суб'єкти і об'єкти управління: 1. Директор. 2. Блок служб директора. 2.1. Відділ управління персоналом. 2.2. Старший юрисконсульт. 2.3. Цивільний захист об'єкту. 2.4. Відділ охорони. 2.5. Бухгалтерія. 2.6. Виробничо-диспетчерське бюро. 2.7. Основні цехи 2.8. Допоміжні цехи 2.10. Бюро стратегічного розвитку. 3. Блок заступника директора по маркетингу і збуту. 3.1. Заст. директора по маркетингу і збуту. |
|||||||||
|
5.090227.ПТ02.053 012.ТЗ |
Арк. |
||||||||
|
6 |
|||||||||
|
Зм. |
Арк. |
№докум. |
Підпис |
Дата |
|||||
|
3.2. Відділ збуту. 3.3. Бюро маркетингу. 3.4. Бюро митного оформлення і статистики. 4. Блок заступника директора по матеріально-технічному постачанню. 4.1. Заст. директора по матеріально-технічному постачанню - начальник ВМТП. 4.2. Відділ матеріально-технічного постачання. 5. Блок головного інженера. 5.1. Головний інженер. 5.2. I-й заст. гол. інженера - головний технолог. 5.3. Відділ головного енергетика. 5.4. Відділ головного механіка. 5.5. Відділ охорони навколишнього середовища. 5.6. Відділ охорони праці і техніки безпеки. 5.7. Заст. гол. інженера - начальник ОТК. 5.8. Головний конструктор. 5.9. Старший інженер по нагляду за будівлями і спорудами. 6. Блок заступника директора по економіці і фінансам. 6.1. Заст. директора по економіці і фінансам. 6.2. Відділ організації праці і заробітної платні. 6.3. Економічний відділ. 6.4. Фінансове бюро. 6.5. Відділ автоматизованих систем управління виробництвом. 7. Блок заступника директора з соціальних питань. 7.1. Заст. директора з соціальних питань. 7.2. Канцелярія. |
|||||||||
|
5.090227.ПТ02.053 012.ТЗ |
Арк. |
||||||||
|
7 |
|||||||||
|
Зм. |
Арк. |
№докум. |
Підпис |
Дата |
|||||
|
7.3. Соціально-господарський відділ. 7.4. Ремонтно-будівельна ділянка. 7.5. Їдальня. 7.6. Медпункт. Начальник цеху має три заступники; заст. начальника цеху по виробництву, заст. начальника цеху по технічній підготовці виробництва і заст. начальника цеху - енергетик цеху. Заступники начальника цеху призначаються і звільняються з посади наказом Генерального директора по представленню начальника цеху. Заступник начальника цеху відноситься до категорії керівників, він повинен мати вищу або спеціальну технічну освіту і стаж роботи за фахом до призначення на посаду не менше 5 років. Порядок розподілу між ними посадових обов'язків встановлюється посадовими інструкціями. Відповідальність інших працівників цеху встановлюється відповідними посадовими і іншими інструкціями. |
|||||||||
|
5.090227.ПТ02.053 012.ТЗ |
Арк. |
||||||||
|
8 |
|||||||||
|
Зм. |
Арк. |
№докум. |
Підпис |
Дата |
|||||
|
Структурна схема управління механоскладальним цехом
Рисунок 1.1 - Структурна схема управління механоскладальним цехом |
|||||||||
|
5.090227.ПТ02.053 012.ТЗ |
Арк. |
||||||||
|
9 |
|||||||||
|
Зм. |
Арк. |
№докум. |
Підпис |
Дата |
|||||
|
2 ТЕХНОЛОГІЧНИЙ ВІДДІЛ 2.1 Спосіб виробництва заготовок На заводі є цеха і дільниці які беруть участь в заготівельному процесі. Ливарний комплекс в сел.. Затуріно, виробляють чавунне, сталеве, кольорове види лиття. Відливки виробляють в земельні, оболонкові форми. Мається дільниця точного лиття по виплавляємим моделям, а також машини для лиття алюмінія під тиском в спеціальні ливарні форми. Кузнечно - пресовий цех оснащений пресами і молотами, гильятинними ножами, а також неперервною стрічковою пилою. Даний цех виробляє розкроєні роботи по листовому матеріалу, порізку прокату різного перетину та конфігурації, гарячу вільну ковку заготівок, а також за допомогою молотових штампів. В кожному основному і допоміжному цехах маються спеціальні заготівельні дільниці і робочі місця додаткового отримання заготівок, крім тих, що поступають із заготівельних цехів. 2.2 Верстатний парк виробництва Верстатний парк заводу широку гаму маталоріжучього та ін. видів обладнання. Універсальні верстати: токарні, фрезерні (горизонтальні і вертикальні), шліфувальні, розточні, свердлильні, радіально свердлильні та ін. |
|||||||||
|
5.090227.ПТ02.053 012.ТЗ |
Арк. |
||||||||
|
10 |
|||||||||
|
Зм. |
Арк. |
№докум. |
Підпис |
Дата |
|||||
|
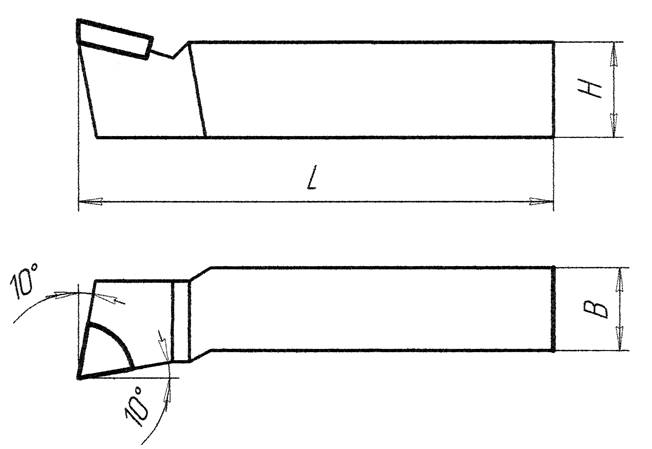
Спец верстати: для обробки колінвалів токарні і шліфувальні, шпоночнофрезерні, та ін. Спеціальні: верстати фрезерної групи для обробки лопаток, парових турбін. Електроерозійні проволочені і промишленні, заточні і шліфувальні. Верстати з ЧПК: фрезерні токарні, електроерозійні, розточні та ін. 2.3 Застосування мірильного інструменту На заводі використовуються універсальні і спеціальні вимірювальні пристрої: Універсальні: штангенінструмент, штангенциркулі, штангенглибиноміри, мікрометри, кінцеві міри довжин та ін. Калібри пробки, пазоміри, скоби та ін. Цей інструмент також називається граничним. Маються також мікроскопи та вимірювальні прилади. Ескіз мірильного інструменту «скоба» зображений в додатках 2.4 Застосування оснащення з інструментом на виробництві. На ПТМЗ використовуються різні інструменти що привозиться та свого виробництва: різці токарні і стругальні, фрези кінцеві, кутові, трьохсторонні. Спеціальний інструмент: фрези лопаткового виробництва Т – образні модульні, черв’ячні, профільні та ін. Матеріал ріжучої частини фрез – швидкоріжуча сталь Р18, Р6М5, Р9. Фрези можуть бути затилуванні і гостро заточенні. |
|||||||||
|
5.090227.ПТ02.053 012.ТЗ |
Арк. |
||||||||
|
11 |
|||||||||
|
Зм. |
Арк. |
№докум. |
Підпис |
Дата |
|||||
|
Матеріал ріжучої частини різців – твердий сплав Т5К10, Т15К6, ВК8, ВК6 та ін. Крім основних вищесказаних інструментів також використовуються: свердла спіральні, свердла центровочні, мітчики, плашки, зенкери, зенківки, розгортки та ін. Ескіз металоріжучього інструменту «різець» зображений в додатках. 2.5 Ознайомитися з технологією зборки і виготовлення деталей. В основних цехах серійного виробництва збирають: компресора, компресорні станції і агрегати, установки пересувні і стаціонарні, сварочні генератори і пересувні насоси. Для підвищення продуктивності і якості збірних операцій на заводі використовують спеціальні пристосування і стенди. Широке призначення знайшли пневмо і гідро пристосування та ніша подібна оснастка. 2.6 Механізація та автоматизація збірних робіт. Існують слідуючи методи збірки: 1. Повна взаємозамінність 2. Часткова взаємозамінність 3. Групова взаємозамінність 4. Пригонка 5. Регулювання Для забезпечення надійної збірки деталі перед відправленням на збірні дільниці промивають і очищують від |
|||||||||
|
5.090227.ПТ02.053 012.ТЗ |
Арк. |
||||||||
|
12 |
|||||||||
|
Зм. |
Арк. |
№докум. |
Підпис |
Дата |
|||||
|
змазки, слідів СОЖ або антикорозійної змазки, для цього використовують баки з пристроєм для переливання розтвору. Збірка різьбових з’єднань проводиться ручним та механізованим інструментом, гайкокрут, шпількокрут. Для стримання шпильок застосовують спеціальні головки. При збірці теплообмінювачей, компресорів, використовують спеціальний пневмогідропістолет з електровимикачем. Даний прилад підвисив якість і продуктивність труду при збірці. 2.7 Способи захисту деталей від корозії. На заводі застосовуються слідуючи види захисту: 1. Лакофарб не покриття. Всі чавунні, вибірково сталеві заготовки і вироби покриваються попереднім грунтом. Потім йде фарбування шляхом напилення різного кольору емалями. В теперішній момент в концерні в м. Суми мається спеціальна лінія, котра виробляє покриття методом порошкового фарбування. Цей метод дозволяє значно підвищити продуктивність праці і якість покриття, а також покращити зовнішній вигляд готової продукції. 2. Виготовлення спеціальних антикорозійних сплавів і підбір матеріалів витривалих в даній сфері. Цей спосіб рідко використовується із-за дефіциту і дороговизни потрібних матеріалів та незадоволення властивостями матеріалу. 3. Обробка корозійної поверхні шляхом вилучення із складу матеріалу стимуляторів корозії, чи введення в матеріал речовин які являються затримувачами корозії. |
|||||||||
|
5.090227.ПТ02.053 012.ТЗ |
Арк. |
||||||||
|
13 |
|||||||||
|
Зм. |
Арк. |
№докум. |
Підпис |
Дата |
|||||
|
2.8 Методи захисту екології на підприємстві Захист навколишнього середовища і екології знаходить широке застосування в цехах і на дільницях заводу. На шліфувальних дільницях використовуються слідуючи види обладнання: - для захисту від абразивного пилу використовують витяжки, вентиляція з використанням циклонів. - для захисту від масляного пилу використовують витяжки всередині приміщення з фільтрацією повітря через спеціальні фільтри. На заводі мається станція очистки стічних вод, котрі поступають зі шкідливих виробництв. |
|||||||||
|
5.090227.ПТ02.053 012.ТЗ |
Арк. |
||||||||
|
14 |
|||||||||
|
Зм. |
Арк. |
№докум. |
Підпис |
Дата |
|||||
|
3 ОЗНАЙОМИТИСЯ З РОБОТОЮ ДОПОМІЖНИХ ЦЕХІВ 3.1 Здійснити екскурсію: кузнечно - пресовий цех, ливарний цех. Кузнечно-пресовий цех займається заготівельним виробництвом. В цьому цеху вироблять такі операції: - порізка листового метала на гільятинних ножицях; - порізка прутків і прокату іншого перетину на дискових і стрічкових пилах; - штамповка на пресах холодна і гаряча всіх видів заготовок; - вільна ковка на молотах; - гаряча ковка за допомогою гарячих молотових штампів - газова і плазмена різка плоского потовщенного прокату будь-якої конфігурації. Кузнечно - пресовий цех оснащений пресами і молотами, гильятинними ножами, а також неперервною стрічковою пилою. Ливарний цех представляє собою цілий комплекс, розташований за межами міста Полтава. В цьому цеху виробляють відливки з: - сірого та високоміцного чавуна; - конструкторської, вуглецевої, нержавіючої сталей; - міді і її сплавів; - алюмінія і його сплаві; В теперішній час налагоджений випуск відливок деталей складної конструкції. |
|||||||||
|
5.090227.ПТ02.053 012.ТЗ |
Арк. |
||||||||
|
15 |
|||||||||
|
Зм. |
Арк. |
№докум. |
Підпис |
Дата |
|||||
|
Ділянки ливарного цеху: 1. Склад шихтових і матеріалів флюсів. 2. Плавильна ділянка. 3. Ділянка контролю якості продукції. 4. Склад готової продукції. |
|||||||||
|
5.090227.ПТ02.053 012.ТЗ |
Арк. |
||||||||
|
16 |
|||||||||
|
Зм. |
Арк. |
№докум. |
Підпис |
Дата |
|||||
|
4 НОВІ ПРОГРЕСИВНІ ТЕХНОЛОГІЧНІ ПРОЦЕСИ ЯКІ ЗАСТОСОВУЮТЬСЯ НА ВИРОБНИЦТВІ На заводі ПТМЗ використовується велика гама верстатів з ЧПК – фрезерних і токарних, горизонтально – розточних, електроерозійних та ін. Ці верстати дозволяють без втручання людини з великою точністю виготовлять складнопрофільні і складноконтурні вироби по типу корпусних деталей, турбінних лопаток, діафрагм та ін. На термічній дільниці цеха ТЗЧ використовують кмп’ютерні системи забезпечення температурного режиму у всіх печах без втручання людини. У механоскладальном цеху використовується спец верстат з ЧПК для обробки колінчастих валів без втручання людини. |
|||||||||
|
5.090227.ПТ02.053 012.ТЗ |
Арк. |
||||||||
|
17 |
|||||||||
|
Зм. |
Арк. |
№докум. |
Підпис |
Дата |
|||||
|
5. ВІДДІЛ ЗБУТУ Відділ збуту є самостійним структурним підрозділом заводу і підкоряється безпосередньо заступнику директора по маркетингу і збуту. Організаційна структура відділу збуту організована за регіональним принципом, при якій враховується специфіка споживання продукції на кожному з обслуговуваних регіонів . Основними задачами відділу збуту є: 1. Забезпечення стійкої репутації продукції заводу. 2. Ринкова орієнтація виробництва. Основними функціями відділу збуту є: 1.Комплексне вивчення ринку і прогнозування його розвитку. 2.Прогнозування об'єму продажів по кожному вигляду продукції. 3.Розробки поточних, середньострокових і довгострокових планів роботи відділу збуту по кожному виду продукції. 4.Проведення робіт по вдосконаленню продукції для задоволення змінних потреб і запитів споживачів. 5.Вивчення і упровадження в практику нових форм і методів збуту продукції. 6.Збір і аналіз діючих стандартів, міжнародних норм і правил, що стосуються продукції, що випускається. |
|||||||||
|
5.090227.ПТ02.053 012.ТЗ |
Арк. |
||||||||
|
18 |
|||||||||
|
Зм. |
Арк. |
№докум. |
Підпис |
Дата |
|||||
|
7.Коректування планів виробництва з урахуванням реалізації і наявних заявок. 8.Вдосконалення системи контролю і випробувань на основі інформації про якість продукції, що поступає від споживачів. Географія поставок продукції ПТМЗ – країни ближнього і дальнього зарубіжжя, Україна. Налагоджена співпраця з Німеччиною, туди поставляються ливарні деталі, 2% поставки відправляється в Росію., також поставки турбінних запчастин відправляються в Індію. |
|||||||||
|
5.090227.ПТ02.053 012.ТЗ |
Арк. |
||||||||
|
19 |
|||||||||
|
Зм. |
Арк. |
№докум. |
Підпис |
Дата |
|||||
|
6 МЕХАНІЧНИЙ ЦЕХ 6.1 Відділ головного технолога Відділ головного технолога являється самостійним структурним підрозділом заводу та підкоряється головному інженеру заводу. Структура та схема управління
|
|||||||||
5.090227.ПТ02.053 012.ТЗ |
Арк. |
||||||||
|
20 |
|||||||||
|
Зм. |
Арк. |
№докум. |
Підпис |
Дата |
|||||
|
Посадові обов’язки технолога полягають в: - технологічній підготовці виробництва цеха; - упровадженні розроблених технологічних процесів та режимів виробництва; - аналізі та вдосконаленні діючих технологічних процесів з ціллю підвищення продуктивності труда в цеху; - зниженні трудомісткості виготовлення продукції; - економії матеріалів; - покращенні організації робочих місць; - ліквідації браку. Технолог забезпечує: - сучасне забезпечення виробничих дільниць необхідною технічною документацією, контролює внесення в неї змін в зв’язку з корегуванням технологічних процесів і режимів виробництва в цеху; - правильність визначення витрат матеріалу по розробленому технологічному процесу і приймає участь в перебудові встановлених норм витрат сировини напівфабрикатів, основних та допоміжних матеріалів, а також норм часу; 6.2 Відділ головного конструктора Відділ головного конструктора ВГК являється самостійним підрозділом та підкоряється головному інженеру заводу. |
|||||||||
|
5.090227.ПТ02.053 012.ТЗ |
Арк. |
||||||||
|
21 |
|||||||||
|
Зм. |
Арк. |
№докум. |
Підпис |
Дата |
|||||
|
Інженер конструкторсько-технологічного бюро здійснює: - розрахунок потужностей виробництва; - розробку маршрутних карт виготовлення деталей - розробку операційно-технологічних карт; - розробку креслень технологічного оснащення; - розрахунок ріжучого інструменту; - упровадження технічних передових методів і прийомів праці; - проводить інвентаризацію нормативно-технологічної документації; - вносить пропозиції по вдосконаленню організації праці. - виконання графіків перевірки устаткування на технологічну точність; - готує оперативні розпорядження зміни технологічного циклу виготовлення деталей; - готує службові записки, рішення, карти відхилень, графіки і заходи узгоджені з представником замовника; - проводить аналіз причин виникнення продукції з відхиленнями і заходи по їх усуненню; - проводить розробку і упровадження заходів щодо модернізації устаткування; - готує звіти про дотримання технології виробництва; - готує пропозиції по вдосконаленню технології виробництва деталей; - готує карти змін технологічних процесів; |
|||||||||
|
5.090227.ПТ02.053 012.ТЗ |
Арк. |
||||||||
|
22 |
|||||||||
|
Зм. |
Арк. |
№докум. |
Підпис |
Дата |
|||||
|
- готує контрольні зразки; - готує карти організації праці і паспортизацію робочих місць; - готує заявки і розрахунки на основні і допоміжні матеріали; |
|||||||||
|
5.090227.ПТ02.053 012.ТЗ |
Арк. |
||||||||
|
23 |
|||||||||
|
Зм. |
Арк. |
№докум. |
Підпис |
Дата |
|||||
|
7 ЛІТЕРАТУРА 1. Проспект до 115річчя ВАТ «ПТМЗ» 2. Номенклатурний каталог продукції ВАТ « ПТМЗ» 3. www.ptmz.poltava.ua |
|||||||||
|
5.090227.ПТ02.053 012.ТЗ |
Арк. |
||||||||
|
24 |
|||||||||
|
Зм. |
Арк. |
№докум. |
Підпис |
Дата |
|||||
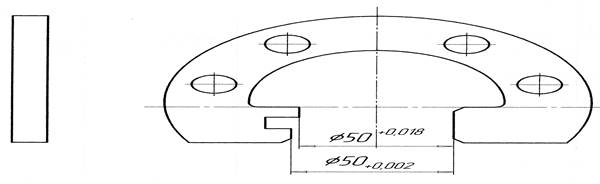
|
Рисунок 8.2 – Ескіз мірильного інструменту калібр-скоба. |
|||||||||
|
5.090227.ПТ02.053 012.ТЗ |
Арк. |
||||||||
|
25 |
|||||||||
|
Зм. |
Арк. |
№докум. |
Підпис |
Дата |
|||||
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.
 8
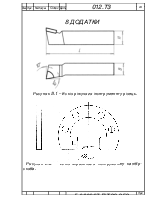
ДОДАТКИ
8
ДОДАТКИ Рисунок 8.1 – Ескіз
ріжучого інструменту різець.
Рисунок 8.1 – Ескіз
ріжучого інструменту різець.