Останнім часом з'явилися кондукторні втулки, змонтовані на голчатих підшипниках. Вони мають невеликий розмір в радіальному напрямі, точні (радіальний зазор не більш 15 мкм), допускають обробку на високих швидкостях і зносостійкі. На внутрішній поверхні втулки часто передбачають пази для виступаючих різців борштанги.
На рисунку 6 показаний приклад розточувального пристосування з двома кондукторними втулками.
2. ВИСОТНІ І КУТОВІ УСТАНОВИ
Для контролю положення інструменту при настроюванні і підналадці верстата застосовують висотні і кутові установи (ГОСТи 134444 , 13445 і 13446). Установи закріплюють на корпусі пристосування; їх еталонні поверхні
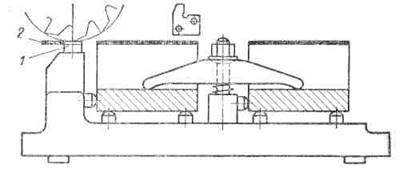
Рисунок 8 - Приклад застосування висотного установа для фрезерного пристосування повинні бути розташовані нижче оброблюваних елементів заготівки, щоб не заважати проходу ріжучого інструменту.
На рисунку 8 показаний приклад застосування висотного установа для фрезерного пристосування. Правильне положення фрези по висоті знаходять введенням між установом 1 і її ріжучою кромкою пластинки щупа 2. Величину останнього підбирають досвідченим шляхом з урахуванням пружних віджимань вузлів верстата в процесі обробки. Установи виконують із сталі 20Х, з цементацією на глибину 0,8—1,2 мм і подальшим гартом до твердості HRCэ57—63. У верхній частині на рисунку 8 показаний приклад кутового установа, по якому можна встановлювати фрезу як по висоті, так і в бічному напрямі.
3. КОПІРИ
Для обробки фасонних і складних профільованих поверхонь застосовують пристосування, які забезпечені копірами. Роль копірів - направляти ріжучий інструмент відносно заготівки для отримання заданої траєкторії їх відносного руху. Обробку з копірами виробляють на фрезерних, токарних, стругальних, шліфувальних і інших верстатах.
Найзагальнішим випадком обробки по копіру є фрезерування замкнутого контура методом кругової подачі. Скріплені заготівка і копір обертаються навколо загальної осі. Відстань між цією віссю і віссю фрези відповідно до профілю копіра

Рисунок 9 - Схема обробки замкнутого контура по копіру змінюється, унаслідок чого виходить потрібний профіль деталі. На рисунку 9 показані три схеми обробки замкнутого контура. При обробці по схемі, представленій на рисунку 9а, діаметри ролика 1 і фрези 2 рівні, тому профіль копіра 3 ідентичний профілю обробленої деталі 4. На рисунку 9б діаметр ролика не рівний діаметру фрези; в цьому випадку профіль копіра представляє еквідістанту профілю деталі.
На рисунку 9в профіль копіра відмінний від профілю деталі з огляду на те, що осі ролика і фрези не лежать на одній прямій.
У розглянутих випадках осі ролика і фрези нерухомі. Заготівка і копір встановлені на шпиндель пристосування і обертаються з постійною кутовою швидкістю. Стіл вертикально-фрезерного верстата, на якому виробляється обробка, не сполучений з гвинтом подовжньої подачі і віджимається в одну сторону вантажем, пружиною або пневматичним циліндром. Сила віджимання повинна бути достатньою для того, щоб забезпечити постійність контакту копіра і ролика. За один оборот копіра і заготівки стіл верстата скоює одну поворотно-поступальну ходу. У цьому процесі копір виконує роль кулачка.
Побудова копіра для найзагальнішого випадку (рисунок 9в) здійснюється в наступній послідовності.
1 Викреслюють профіль деталі у натуральну величину або в збільшеному масштабі.
|
|
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.
