|
Допуски |
НомінальНомінальний діаметр свердла в мм |
||||||||
|
Допуски Допуски |
1—3 1…2 |
3-6 3…6 |
6—10 6…10 |
10—18 10…18 |
18—30 18…30 |
30-50 30…50 |
50—80 50…80 |
||
|
На виготовлення ß На знос y |
14 10 14 10 |
17 15 |
20 20 20 20 |
24 25 24 25 |
30 30 30 30 |
35 35 35 35 |
40 40 40 40 |
||
Точність положення осі просвердленого отвору також залежить від величини е.Якщо перекосу свердла немає, то максимальний зсув s1 осі свердла від середнього положення рівний половині найбільшого діаметрального зазору 2s1 (рисунок 3, а). При перекосі свердла у втулці до величини s1 додається зсув s2, пропорційний зазору е.
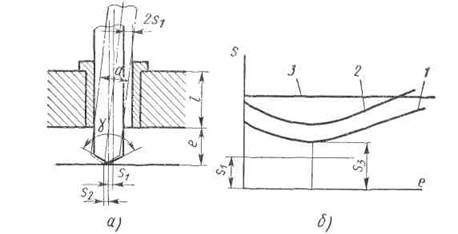
Рисунок 3 - Визначення зазору між торцем втулки і заготівки
З геометричних співвідношень при e>0,3d

деl — довжина втулки.
Сумарний зсув свердла s = s1 + s2 . При е<0,3d величина s2 зростає внаслідок зменшення опорної довжини втулки на початку врізання свердла. На рисунку 3, бпоказані криві зміни сумарного зсуву центру свердла від величини е. Найменший зсув s3 відповідає величині е= 0,3d (при куті φ = 118°). Для правої частини кривої
При е=0
Крива 1 на рисунку 3, б відповідає новій втулці, а крива 2зношеній. Лінія 3 характеризує найбільший допустимий зсув s. Лімітуючи е, можна збільшити допустимий знос втулки.
Посадочні поверхні втулок шліфують до 7—8-го класів чистоти. Отвір під інструмент доцільно піддавати більш ретельній обробці (до 9—10-го класів чистоти) для підвищення терміну служби втулки.
Типи спеціальних втулок показані на рисунку 4. Втулка (рисунок 4, а) застосовується при свердлінні отворів в похилих поверхнях (а < 20°); подовжена

Рисунок 4 - Спеціальні кондукторні втулки швидкозмінна втулка (рисунок 4, б) використовується в тих випадках, коли отвір обробляють в поглибленні заготівки або коли установка і знімання останній затруджені.
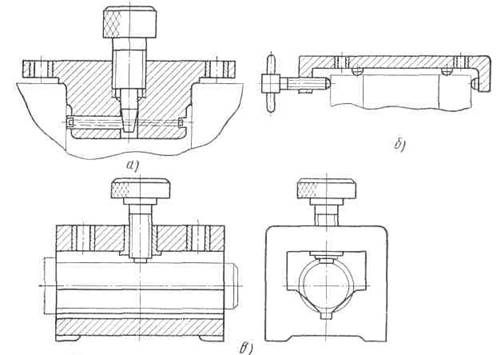
Рисунок 5 - Схеми накладних (а) і (б) і пересувного (в) кондукторів
При малій відстані між осями отворів застосовують зрізані втулки (рисунок 4, в) або одну загальну (рисунок 4,г).
Накладні свердлильні кондуктори, що орієнтуються по базовому отвору і контур у оброблюваної заготівки, показані на рисунку 5, а і б. У обох випадках передбачається надійне закріплення накладного кондукторана заготівці. Ці кондуктори застосовують для свердління отворів в середніх і крупних заготівках на радіально - свердлильних верстатах.
При послідовному свердлінні дрібних отворів (діаметром до 5 мм) в невеликих заготівках (з однієї або декількох сторін) на вертикальному одношпиндельному свердлильному верстаті застосовують пересувні або катовані кондуктори (рисунок 5, в),які пересувають по столу верстата і утримують рукою від прокручування в процесі обробки.
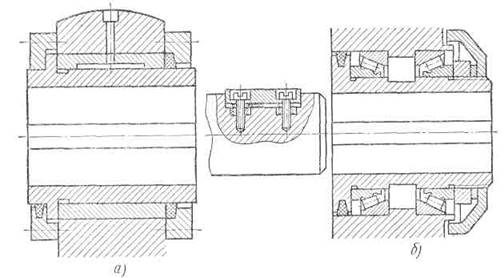
Рисунок 6 - Типи кондукторних втулок до розточувальних верстатів

Рисунок 7 - Схема розточувального пристосування
Для напряму борштанг розточувальних пристосувань застосовують нерухомі і обертаючі втулки. На рисунку 6апоказана конструкція втулки, що обертається, поверхня ковзання якої захищена від попадання стружки і сторонніх частинок. На рисунку 6б показана втулка, яка змонтована на ролико - підшипниках (її недолік - великі габарити в радіальному напрямі), В обох конструкціях на внутрішній поверхні втулки прорізаний паз шпонковий для примусового обертання втулки. Для полегшення попадання шпонки в паз втулки, її виконують зі скошеними краями або плаваючою.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.