Заняття № 23-24 (продовженнятеми 7) (4 години)
Тема: Конструкція і призначення настроювальних елементів пристосувань
План заняття: 1 Конструкції і призначення
2 Установи, щупи, індикаторні оправки та інші.
3 Стандартні направляючі елементи пристосувань.
Література (1,с.52-72; 2,с.155-167; 4,с.191-202)
У лещатах, ділильних пристосуваннях і інших пристроях переміщення рухомих частин здійснюється по прямолінійних або кругових направляючих різної форми. Прямолінійні направляючі для полозок звичайно виконуються Т- образними або у вигляді ластівчиного хвоста з планками і клинами для регулювання зазору в сполученні. Наприклад (рисунок 1а) : Полозки 1 прикріплені до направляючих 2 за допомогою планок 7 і болтів 6; необхідний зазор в сполученні Б забезпечується шляхом шабрення планок при збірці.
![]() Планка 3 і гвинти 5 служать для регулювання зазора в сполученні А, після
чого гвинти стопоряться контргайками 4. Якщо гвинти 5 не можна
розмістити збоку, то регулювання зазора в сполученні А здійснюють за
допомогою одного або двох клинів 1 (як показано на рисунку 1б), які
виконуються з ухилом 1/100 або 1/50. Клини 1 переміщаються при обертанні
гвинтів 2, буртики яких входять в пази клинів (пази прорізаються після
остаточного пригону). На рисуноку
1в, показані гвинти 2, що
стопоряться натискуючою колодкою і допоміжними гвинтами 3.
Планка 3 і гвинти 5 служать для регулювання зазора в сполученні А, після
чого гвинти стопоряться контргайками 4. Якщо гвинти 5 не можна
розмістити збоку, то регулювання зазора в сполученні А здійснюють за
допомогою одного або двох клинів 1 (як показано на рисунку 1б), які
виконуються з ухилом 1/100 або 1/50. Клини 1 переміщаються при обертанні
гвинтів 2, буртики яких входять в пази клинів (пази прорізаються після
остаточного пригону). На рисуноку
1в, показані гвинти 2, що
стопоряться натискуючою колодкою і допоміжними гвинтами 3.
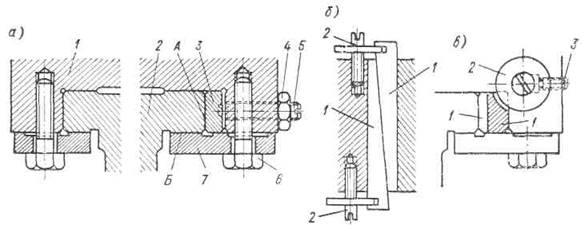
Рисунок 1 Направляючі полозки прямокутної форми: а — регулювання планками; б, в — регулювання двома і одним клином
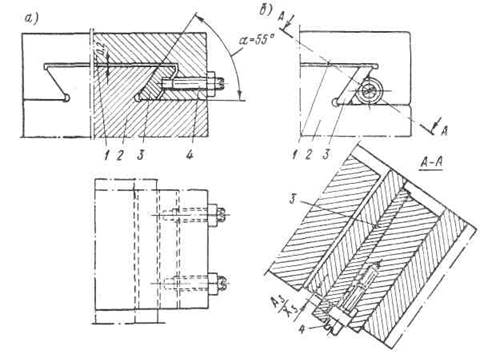
Рисунок 2 - Направляючі у вигляді ластівчиного хвоста: а — регулювання планкою; б - регулюванняклином
На рисунку 2 показані направляючі у вигляді ластівчиного хвоста, які застосовуються при підвищених вимогах до точності пристосувань.
У конструкції, зображеній на рисунку 2а регулювання зазору між полозками і їх направляючою 2 здійснюється планкою 3 за допомогою гвинтів 4 з подальшою їх фіксацією контргайками. Якщо не можна застосувати бічні гвинти, то для регулювання зазору використовується клин 3 (рисунок 2б) переміщуваний гвинтом з буртиком.
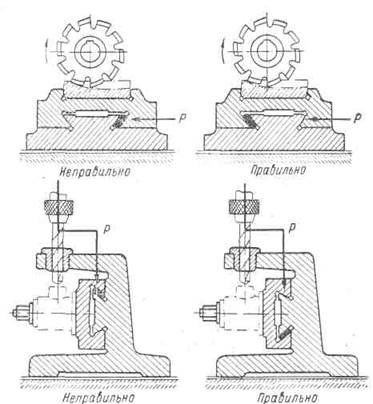
Рисунок 3 - Неправильне і правильне розташування регулювальних елементів щодо напряму сили різання
Клин виконується з ухилом від 1/50 до 1/100 і сполучається з відповідною похилою площиною полозок.
На рисунку 3 показані випадки правильного і неправильного розташування регулювальних планок і клинів щодо напряму сил різання Р.
|
|
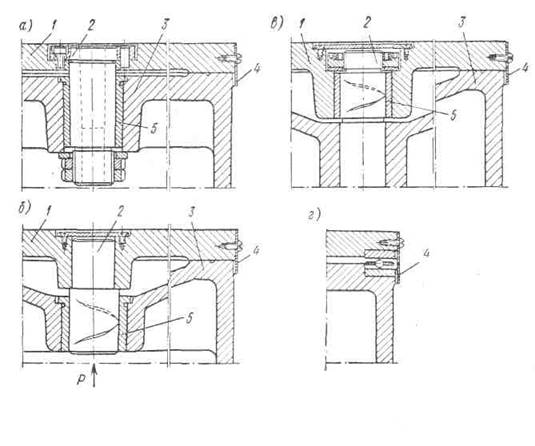
Рисунок 4 - Типові конструкції кругових направляючих поворотних пристосувань
Кругові направляючі поворотних пристосувань з метою полегшення пригону виконуються кільцеобразними з канавками для мастила на поверхнях контакту (рисунок 4). Частина 1 повертається відносно нерухомого корпусу 3 на цапфі 2 (рисунок 4а, б) або на нерухомій осі 2 (рисунок 4в). У першому випадку закріплення в поворотній частині цапфа обертається в сталевій загартованій втулці 5, запресованої в чавунний корпус. У другому — втулка 5 запресовується в отвір поворотної частини. У ряді випадків (особливо для великих і важких пристосувань) поворотна частина вмонтовується на кульках (\рисунок 4г) з метою зменшення сил тертя. Щиток 4 зберігає направляючі від забруднення.
При конструюванні необхідно передбачати мастило длдя рухомих частин.
![]()
Кондукторні плити
Залежно від зв'язку з корпусом кондуктора плити можуть бути жорсткими, відкидними, змінними, підвісними і підйомними.
Жорсткі плити відливають за одне ціле з корпусом або прикріплюють до нього зваркою, а частіше за допомогою гвинтів; у останньому випадку для точної фіксації плити при збірці застосовують контрольні штифти.
Відкидні або шарнірні плити дозволяють відкривати кондуктор для установки і зняття оброблюваних деталей. Відкидна плита автоматично запирається пружинною клямкою ГОСТ 13164).
Змінні або накладні кондукторні плити звичайно використовуються для обробки систем отворів в крупних деталях на радіально - свердлильних верстатах. Вони накладаються безпосередньо на деталь і після необхідного орієнтування прикріпляються до неї. Підвісні плити застосовують при свердленні багатошпиндельними головками. Плита разом з головкою підвішується на шпіндель верстата і направляющими колонками зв'язується з корпусом пристосування. Над плитою розташовані пружини, які в момент її контакту з обробляючою деталлю починають стискатися і плитою закріплюють деталь.
Підйомні плити встановлюються на уступах колонок скальчатих кондукторів за допомогою рукоятки або пневмопривода і рейкової передачі підіймаються і опускаються, здійснюючи одночасно і затиск деталі.
Плити виготовляються з високоякісного чавуну, рідше із сталі.
Товщина плит узгоджується з висотою кондукторних втулок і приймається в межах від 15 до 30 мм. Для високих втулок на плитах передбачаються місцеві потовщення (бобишки).
Установи
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.