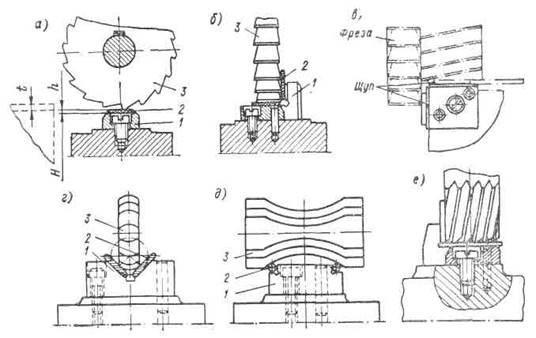
Для установки (наладки) положення столу верстата разом з пристосуванням відносно ріжучого інструменту застосовуються спеціальні шаблони - установи, виготовлені у вигляді різних за формою пластин, призмі косинців. Останні закріплюються нерухомо на корпусі пристосування так, щоб їх робочі поверхні не заважали інструменту в процесі різання. Між інструментом і робочою поверхнею установа в процесі наладки вводиться сталевий загартований щуп. Безпосереднє зіткнення фрези з установом щоб уникнути їх пошкодження не допускається. Взаємоположення ріжучого інструменту і установа перевіряється від останнього і від нього ж, як від бази, задаються розміри до установчих елементів пристосування.
Найчастіше установи застосовуються при обробці на фрезерних станках, настроєних на автоматичне отримання розмірів заданої точності (рідше на стругальних і ін.). В цьому випадку остаточна наладка положення столу настроюється відносно фрези. На верстатах типу подовжньо-фрезерних, де стіл не має установочних переміщень, наладка здійснюється за рахунок переміщення фрези.
Розрізняють висотні і кутові установи. Перші служать для правильного розташування деталі відносно фрези по висоті, а другі – і по висоті, і в бічному напрямі.
На схемі (рисунок 5а), циліндрова фреза 3орієнтується по висотному установу і щупу 2 завтовшки h; припуск, що знімається – t.
|
|
Рисунок 5 - Приклади застосування установів
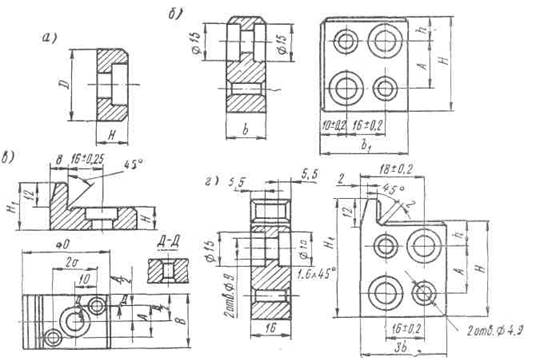
Рисунок 6 - Конструкції стандартних установів: а– круглі висотні;
б - прямокутні висотні; в— кутові; г — кутові торцьові
Розмір H від опорної поверхні пристосування до робочої поверхні установа вказується на кресленні пристосування. Цей розмір разом з товщиною hщупа рівний одержуваному на даній операції розміру деталі, але задається з допуском в два-три рази зменшеним по порівнянню з заданим на кресленні деталі. Звичайно розміри від опор до робочих поверхонь установів виконуються з допуском ±0,05 мм, а на операції попередньої обробки — з допуском ±0,10 мм.
На рисунку 5б показано, як за допомогою кутового установа і двох щупів фреза орієнтується для обробки паза. На рисунку 5в – г показані приклади установки відповідно дискових, фасонних і кінцевих фрез.
Конструкції установів і їх розташування на корпусах пристосування повинні забезпечувати можливість швидкої і точної орієнтації оброблюваємої деталі відносно фрези.
На рисунку 6а показані круглі висотні установи (ГОСТ 13443) з розмірами ( мм): D = 16, 25 і 40; H = 8, 10 і 12; граничні відхилення по H. Висотні установи прямокутної форми (ГОСТ 13444) показані на рисунку 6б.Їх основні розміри ( мм): H = 32...110; b = 16; b1= 36; h = 10...80; А = 12 і 20. Кутові установи (ГОСТ 13445) показані на рисунку 6в. Їх основні розміри ( мм): В = 16, 25 і 40; H = 8, 10 і 16; граничні відхилення H;
Н1= 20,22 і 28. Кутові торцьові установи (ГОСТ 13446) показані на рисунку 6г. Їх основні розміри ( мм): H= 32 - 110;H1 = 40...120; h = 10...80; А = 12 і 20.
Висотні і кутові установи кріпляться до верхньої площини пристосування, а висотні торцьові і кутові установи — до бічної (вертикальної стінці корпусу пристосування).
Установи висотні (ГОСТ 13443) виготовляються із сталі марки У7А. Твердість їх HRCэ53...67. Матеріал інших — сталь марки 20Х (ГОСТ 4543). Допускається заміна на сталь інших марок з механічними властивостями не нижче, ніж у сталі марки 20Х. Твердість HRCэ53...67. Цементувати завглибшки h 0,8...1,2.
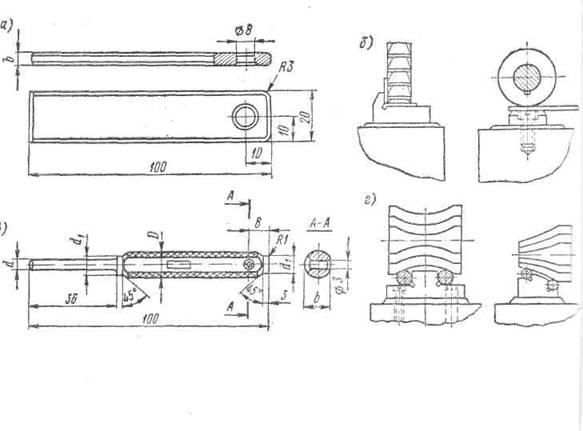
Плоскі щупи (ГОСТ 8925мають товщину h = 1, 3 і 5 мм; щупи
Циліндричні (ГОСТ 8926 ) застосовуються діаметром d= 3 і 5 мм. Розміри як плоских, так і циліндричних щупів — з відхиленнями по посадці H. Матеріал — сталь марки У7А; твердість HRCэ53...67.
Щупи і приклади їх застосування показані на рисунку 7.
ДЕТАЛІ ШАРНІРНИХ З'ЄДНАНЬ
В конструкціях пристосувань часто використовуються поворотні важелі, відкидні планки, відкидні шайби і інші деталі, які встановлюються шарнірно на осях у вилках, вушках, стійках і т.п.
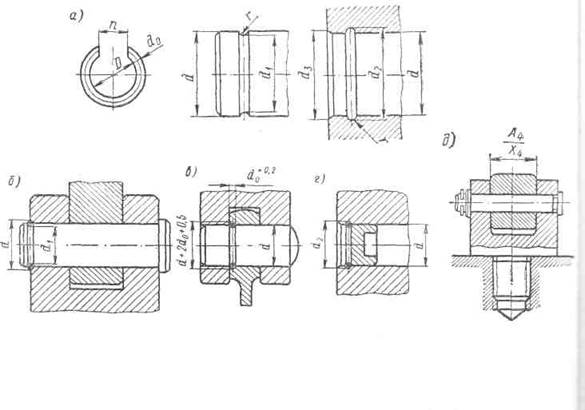
Деталі шарнірних з'єднань, приклади їх застосування і основні виміри приведені на рисунку 8.
Всі перераховані деталі виконуються із сталі марки 45 по
ГОСТ 1050, твердість HRCэ33…40 (твердість кульової головки HRCэ40...45).
На рисунку 8а показані замкове кільце і проточки під них для валів і отворів.
Граничні розміри кільця при номінальних діаметрах вала або отвору (мм): d = 4... 100; d0 = 0,8...3,7; D = 3,4...97; п = 2,5...32. Граничні розміри проточок при тих же номінальних діаметрах (мм): d = 4...100; d1= 3,6...98; d2 = 8,4...102; ds= 9,2...105.
Приклади застосування замкових кілець в шарнірних і не шарнірних з'єднаннях показані на рисунку 8.
|
|
Рисунок 7 - Стандартні щупи і приклади їх застосування: а і б - плоскі (ГОСТ 8925); в і г — циліндричні (ГОСТ 8926)
|
|
Рисунок 8 замкові кільця і приклади їх застосування
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.