|
№ опер. |
Наименование операции |
|
|
|
|
|
010 |
Продольно-фрезерная |
15,7 |
0,4 |
1 |
0,40 |
|
015 |
Продольно-фрезерная |
10,5 |
0,3 |
1 |
0,30 |
|
025 |
Радиально-сверлильная |
34,9 |
0,89 |
1 |
0,89 |
|
050 |
Шлифовальная |
40,8 |
1,25 |
2 |
0,60 |
|
055 |
Шлифовальная |
76,5 |
1,96 |
2 |
0,98 |
|
Итого: |
|
4,8 |
7 |
|
|
производства крупносерийный. Такт работы поточной линии
будет равен: 
Количество станков на
поточной линии определяем для каждой технологической операции по формуле: ![]() и заносим в таблицу.
и заносим в таблицу.
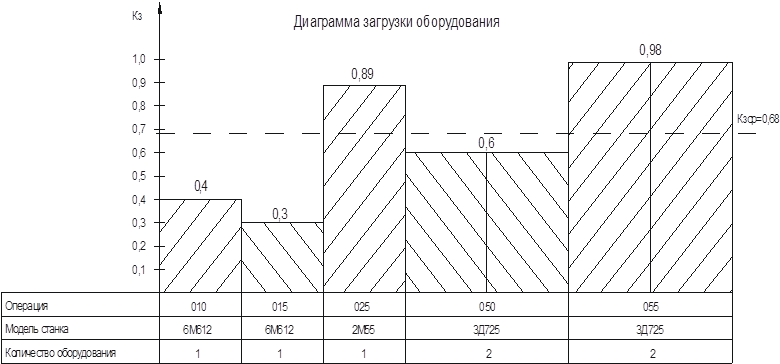 Рис. 12.
Рис. 12.
Коэффициент загрузки станков
определяем по формуле:  и
данные также заносим в таблицу. Средний коэффициент загрузки будет равен:
и
данные также заносим в таблицу. Средний коэффициент загрузки будет равен:  Диаграмма загрузки оборудования представлена на рис 12.
Диаграмма загрузки оборудования представлена на рис 12.
4.2. Описание и обоснование планировки участка
начинаем с нанесения сетки колонн.
Принимаем сетку колонн 12х18 м и размер колонны 0,4 х 0,6м.
транспортной линии, т.к. при другой планировке длина участка будет выше.
Характерные расстояния между стенками: для мелких станков — 0,7 м, для средних — 0,9 м, для крупных — 1,5 м.
При многостаночном обслуживании принимаем стандартное расстояние между мелкими и средними станками — 1,5 м, между крупными — 1,8 м.
Расстояние от наиболее выступающей части станка до транспортной линии не менее 0,8 м, до границы участка — не менее 0,4 м.
По всему участку до операций, где есть необходимость в уборке стружки, проходит подземный канал для транспортировки стружки. У каждого рабочего места есть люки для уборки стружки.
Таблица 2
Показатели, полученные при планировке участка.
|
№ п/п |
Показатель |
Величина |
|
1 |
Длина участка, м |
48 |
|
2 |
Ширина участка, м |
18 |
|
3 |
Производственная площадь, м2 |
898 |
|
4 |
Удельная площадь на один станок, м2 |
23,5 |
|
5 |
Количество производственных рабочих |
7 |
|
6 |
Общий штат участка |
14 |
|
7 |
Количество станков на участке |
7 |
|
8 |
Средний коэффициент загрузки оборудования |
0,68 |
Подземный транспортер перемещает стружку на пункт переработки. На участке имеется подвод сжатого воздуха давлением 0,4 МПа. Участок ограничен с двух сторон проездами шириной 4,5 м. Заготовки со специальной площадки подаются на рольганг транспортным рабочим и далее поступают на рабочие места станочников. Поскольку их вес велик (500Н), то с рольганга на станок и обратно они подаются с помощью тельфера на монорельсе. После шлифовальной операции готовые детали проходят через моечную машину и попадают на контрольный стол ОТК. Проверенные годные детали отправляются на место расположения готовых деталей, откуда они вывозятся электрокарами на сборочный участок.
Все данные, полученные при планировке участка заносим в табл. 2
4.3. Организация рабочего места рабочего-станочника
Рабочее место станочника представляет собой участок производственной площади, который оснащен оборудованием, инструментом и приспособлениями и используется рабочим или группой рабочих для выполнения определенной части технологического процесса. Правильно организованное рабочее место способствует улучшению качества обрабатываемых деталей, повышению производительности труда, приводит к снижению себестоимости продукции. Поэтому рациональная организация рабочего места является необходимым условием высокопродуктивной работы.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.