Только массовому
производству свойственна форма – непрерывная поточная линия. Станки
располагаются в порядке технологического процесса, осуществляется полная
синхронизация операций, т. е. время выполнения каждой операции кратно или равно
такту ![]() . Планировка оборудования
в поточном производстве может иметь несколько вариантов:
. Планировка оборудования
в поточном производстве может иметь несколько вариантов:
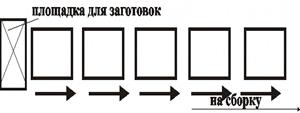
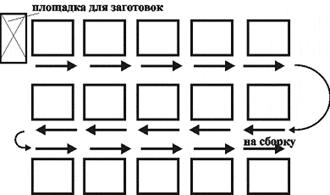
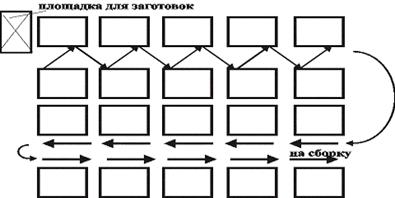
1) прямая однорядная поточная линия для одной или нескольких деталей (рис.7.); 2) прямая двухрядная поточная линия (рис.8.); 3) зигзагообразная поточная линия с 3-мя односторонними рядами станков (рис.9); 4- зигзагообразная поточная линия с одним двусторонним и двумя односторонними рядами станков (рис.10.). Возможны и др. варианты. Выбор варианта зависит от числа станков, их габаритов, длины пролета. Важнейшее условие: путь детали должен быть кратчайшим.
|
рис.7. |
рис.8. |
|
рис.9. |
|
При планировке также необходимо выдерживать условие, чтобы подача заготовок и выход готовых деталей (на сборку) производился в противоположные проезды.
2.4. Транспортировка деталей.
1. Простейшим устройством является подвижная тара ящичного или свечного типа – сварная конструкция на четырех катках, которая перемещается самим рабочим от станка к станку.
Недостаток – затрата физических усилий и загромождение, повышенный межоперационный задел.
2. Склизы или окаты основаны использование гравитационного принципа действия. Уменьшаются заделы (незавершенное производство). Уклон 1:10; 1:15. Загромождают площадь. Долговечны, дешевы. Для мелких деталей могут использоваться лотки, (желоба).
3. Для крупных деталей или мелких и средних деталей на поддонах могут использоваться приводные и неприводные рольганги. Для деталей весом до 2000 Н усилие толкания 40 – 60 Н. Имеют откидные секции для прохода. В них могут встраиваться поворотные столы и опрокидывающие секции для кантования деталей.
4. Подвесные приводные и неприводные конвейеры локального типа.
Обрабатываемые детали укладываются на этажерочные подвески. Движение осуществляется c помощью разборной цепи от электродвигателя через редуктор.
2. РАСЧЕТ КОЛИЧЕСТВА ОБОРУДОВАНИЯ УЧАСТКА
3.1. Методика расчета количества оборудования в поточном производстве.
В поточном производстве расчетное количество
металлорежущего оборудования определяется по формуле:  для каждой
технологической операции. После этого по значениям
для каждой
технологической операции. После этого по значениям ![]() принимают
фактическое число станков
принимают
фактическое число станков ![]() путем
округления
путем
округления ![]() до ближайшего большего
целого числа и для каждой операции определяют коэффициент загрузки оборудования
по зависимости:
до ближайшего большего
целого числа и для каждой операции определяют коэффициент загрузки оборудования
по зависимости:  . Затем
рассчитывают средний коэффициент загрузки станков на участке по формуле:
. Затем
рассчитывают средний коэффициент загрузки станков на участке по формуле: ; Рекомендуемые значения
; Рекомендуемые значения ![]() следующие:
следующие:
0,8 – 0,9 – для единичного и мелкосерийного производства;
0,75 – 0.85 – для серийного и среднесерийного;
0.7 – 0,75 – для крупносерийного и массового.
3.2. Построение диаграммы (графика) загрузки оборудования
Имея данные, изложенные в пункте 3.1, можно построить диаграмму (график) загрузки оборудования, которая дает наглядное представление как о
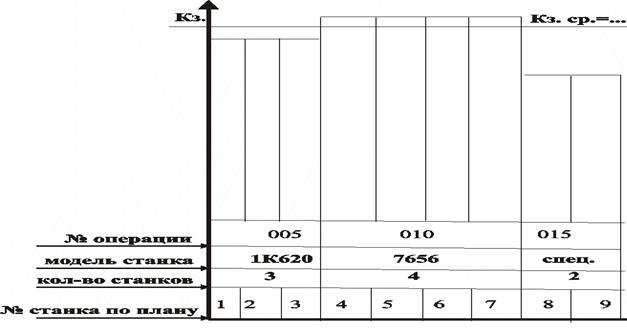
Рис.11.
загрузке станков по операциям, так и по всему участку в целом (рис.11.). Пример выполнения планировки участка для изготовления вала приведен в приложении.
4. ПРИМЕР ВЫПОЛНЕНИЯ ЗАДАНИЯ.
4.1. Определение типа производства и количества оборудования.
На участке механической обработки изготавливается крышка
редуктора. Годовая программа выпуска изделий ![]() Штучное время по
операциям техпроцесса приведена в таблице 1. Определим тип производства по коэффициенту серийности:
Штучное время по
операциям техпроцесса приведена в таблице 1. Определим тип производства по коэффициенту серийности:
 .
Следовательно, тип. Таблица
1
.
Следовательно, тип. Таблица
1
К расчету количества оборудования
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.

 . Рис.10
. Рис.10