|
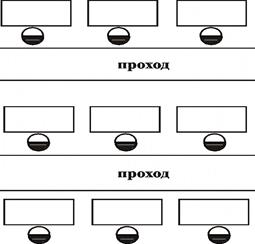
рис.1. |
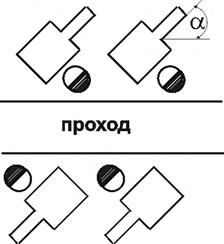
рис.2 |
|
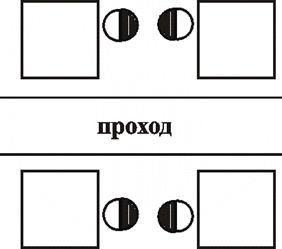
рис.3. |
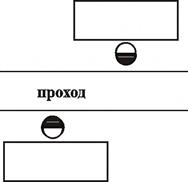
рис.4. |
4)-шахматным порядком (Рис.5); 5)-возле стены параллельно или перпендикулярно ей (Рис.6).
|
рис.5. |
рис.6 |
2.2. Изображение вспомогательного оборудования на планировке
Ниже приводится условные обозначения на планировке основного вспомогательного оборудования, необходимого для нормальной работы механического участка.
|
|
Подвесной конвейер |
|
Сжатый воздух 6 атм.,3атм. |
|
|
тельфер на монорельсе |
|
Подвод эмульсии |
|
|
Пневмоподъемник на монорельсе |
|
Подвод газа |
|
|
поворотный кран у колонны |
|
Вода питьевая |
|
|
кран-балка с тельфером |
|
Вода техническая |
|
|
мостовой кран |
|
Верстак слесарный |
|
|
Рольганг |
|
Контрольный стол |
|
|
Рольганг одинарный |
|
Площадка для складирования |
|
|
Рольганг двойной |
|
трансформатор |
|
|
Откидной мостик на рольганге |
|
Пар |
|
|
Склиз, скат |
|
электрошкаф |
|
|
Подвод масла |
|
моечная машина однокамерная |
|
|
Содовый раствор |
|
люк для уборки стружки |
2.3. Некоторые варианты планировки оборудования
К планировке оборудования производственных участков наряду с требованиями эстетики предъявляются требования, основными из которых являются удобство и безопасность работы, а в условиях поточного производства – максимальное облегчение межоперационной передачи деталей и многостаночного обслуживания.
Это требует обеспечить удобный подвод тяжелого инструмента и крупных приспособлений, запасных узлов оборудования, безопасный подход к станку для смазки и его разборки на месте, возможность уборки стружки. При обработке крупных деталей необходимо предусматривать соответствующие площади для их хранения и возможность транспортировки деталей мостовым краном на станок.
В связи с этим нормами установлены расстояния между станками, строительными элементами и транспортными устройствами. В зависимости от габаритов станков эти нормы могут колебаться.
Расположение станков зависит от формы организации производства (поточное или непоточное). Непоточная форма – эффективна при большой номенклатуре с небольшим объемом выпуска. Она характерна для единичного и мелкосерийного производства.
Первичным структурным звеном цеха с этой формой организации является участок, объединяющий станки одного типа (возможно разных размеров) – участок токарных станков, участок фрезерных станков и т. д. Это форма организации называется по видам оборудования
Предметная форма организации характерна для серийного производства. В этом случае станки разных типов располагаются в последовательности технологических операций для нескольких деталей, требующих одинакового порядка обработки (например, участок изготовления шпинделей для шлифовальных станков различных габаритов).
В том случае, когда обработка деталей производится полностью на данном участке, его называют предметно–замкнутым.
Обработка деталей на станках каждой группы и передача на следующую группу станков осуществляется партиями. Время выполнения операций на отдельных станках не согласовывается.
В серийном производстве также широко используется переменно–поточная форма. Станки располагаются в последовательности технологических операций, установленной для деталей, которые обрабатываются на данной линии. Детали каждой партии отличаются размерами или конструкцией, но эти различия позволяют их обрабатывать на одном и том же оборудовании. Время выполнения операций для каждой партии согласуется таким образом, что позволяет осуществить непрерывную передачу деталей со станка на станок. При этом используются переналаживаемые и непереналаживаемые групповые поточные линии.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.