Клапанные пластины, имеющие пропуск по притирочной поверхности, должны быть выверены и вновь притерты к своим местам в седлах. Клапанные пластины, имеющие выработку, коробление или трещины, заменяют новыми. Выработку в поясах седел каждого клапана устраняют проточкой тела седла с последующей притиркой поясов по чугунной плите, а затем по ним притирают и сами клапаны. После этого всасывающие и нагнетательные клапаны собирают и регулируют их подъемы, которые должны быть 2,5+0,2 мм.
Собранный клапан испытывают на плотность. Допускается падение давления с 8 до 7,5 кгс/см2 в резервуаре объемом 50 л не быстрее чем за 2 мин.
Выключающее устройство компрессора. Если износ стержня или втулки произошел настолько, что зазор между сопрягаемыми деталями превышает 0,5 мм, то изношенные детали необходимо сменить. Заменяют также ослабшие штифты упора клапана и резиновую диафрагму при наличии в ней дефектов.
Вентилятор. Вентилятор разбирают, детали промывают в керосине, обтирают и продувают сжатым воздухом. Шарикоподшипники при наличии износа и дефектов, влияющих на нормальную работу, заменяют новыми. Трещины на лопастях разрешается заваривать в том случае, если они не доходят на 20 мм до края лопасти. Перед заваркой таких трещин концы их засверливают сверлом диаметром до 2 мм. Общая длина всех трещин не должна превышать 10 см.
Швы после заварки на лопастях зачищают, и колесо подвергают балансировке. Небаланс допускается не более 25 г/см. Для восстановления баланса разрешается приваривать в любом месте колеса два балансировочных груза общим весов не более 30 г. После этого колесо подвергают испытанию на разнос при 2100 об/мин. Сетку при наличии разорванных проволок более 5% заменяют. Новая сетка в сборе с кольцом должна быть оцинкована на глубину 0,015 – 0,020 мм. Ось вентилятора при наличии износа, сорванной резьбы или трещин, а также распорную втулку между шарикоподшипниками при износе по высоте более 2 мм заменяют. Регулировочный болт при наличии смятых или сорванных ниток резьбы заменяют новым из стали 40 (ГОСТ 1050 – 52).
Холодильник. Холодильник перед разборкой промывают в ванне с 10%-ным раствором каустической соды. После этого все отверстия в холодильнике закрывают заглушками, а к одному из фланцевых отверстий подсоединяют на специальном фланце шланг от воздушной сети и холодильник погружают в ванну для определения возможных неплотностей в соединениях или трещин. Внутреннюю поверхность каждой трубки радиатора очищают от масляных отложений при помощи пропуска через трубки острого пара давлением 5 – 6 кгс/см2. Трещины в коллекторе холодильника разрешается заваривать газовой сваркой.
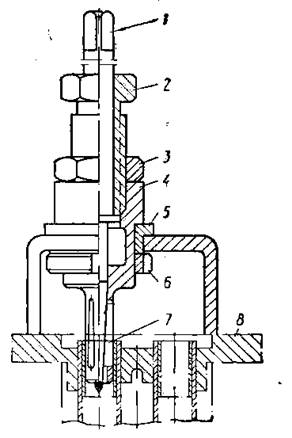
Концы трубок, имеющие неплотное прилегание во фланцах, развальцовывают специальной вальцовкой (рисунок 8). Трубки, которые после вальцовки все же
|
будут иметь неплотности, разрешается заглушать (в количестве не более трех трубок). При наличии большого количества трубок с неплотным прилеганием концов во фланцах необходимо все негодные трубки заменить, при этом места во фланцах проверяют разверткой, а затем вставляют новые трубки и концы их развальцовывают. Охлаждающие ребра, имеющие изгибы, выправляют. После сборки всего холодильника его снова погружают в ванну с водой и испытывают при давлении сжатого воздуха 6 кгс/см2. При испытании появление пузырей не допускается. Снятый при разборке холодильника предохранительный клапан разбирают и проверяют состояние притирки клапана и его седла. При наличии дефектов на притирочных поверхностях последние протачивают на станке, шлифуют, а затем притирают друг к другу. После этого клапан собирают и пружину регулируют на давление 4,0 – 4,2 кгс/см2. |
1 – стержень; 2 – нажимная втулка; 3 – гайка; 4 – обойма; 5 – направляющая втулка; 6 – упор; 7 – ролик; 8 – корпус Рисунок 8 – Приспособление для развальцовки концов трубок холодильника |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.