






















1 Расчет фондов рабочего времени
Различают календарный номинальный и эффективный фонды рабочего времени.
Календарный устанавливается на основании Трудового кодекса Министерства труда и социальной защиты РБ для различных режимов работы предприятия и публикуется в печати в виде производственного календаря.
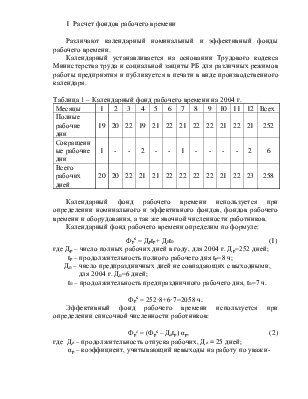
Таблица 1 – Календарный фонд рабочего времени на 2004 г.
|
Месяцы |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
Всех |
|
Полные рабочие дни |
19 |
20 |
22 |
19 |
21 |
22 |
21 |
22 |
22 |
21 |
22 |
21 |
252 |
|
Сокращенные рабочие дни |
1 |
- |
- |
2 |
- |
- |
1 |
- |
- |
- |
- |
2 |
6 |
|
Всего рабочих дней |
20 |
20 |
22 |
21 |
21 |
22 |
22 |
22 |
22 |
21 |
22 |
23 |
258 |
Календарный фонд рабочего времени используется при определении номинального и эффективного фондов, фондов рабочего времени и оборудования, а так же явочной численности работников.
Фря = Дрtр+ Дпtп (1)
где Др – число полных рабочих дней в году, для 2004 г. Др=252 дней;
tр – продолжительность полного рабочего дня tр=8 ч;
Дп – число предпраздничных дней не совпадающих с выходными, для 2004 г. Дп=6 дней;
tп – продолжительность предпраздничного рабочего дня, tп=7 ч.
Фря = 252·8+6·7=2058 ч.
Эффективный фонд рабочего времени используется при определении списочной численности работников:
Фрс = (Фря – Доtр) αр, (2)
где До – продолжительность отпуска рабочих, До = 25 дней;
αр – коэффициент, учитывающий невыходы на работу по уважительным причинам αр=0,96.
Фрс = (2058 – 25·8)·0,96 = 1784 ч.
Годовой фонд рабочего времени оборудования:
Фоб = Фря ·Si ·αоб, (3)
где Si – число смен работы оборудования данного вида, Si = 2;
αоб– коэффициент, учитывающий простой оборудования данного вида в плановом ремонте, αоб = 0,97.
Фоб = 2058·2·0,97 =3993 ч.
2 Расчет основных параметров производственного процесса ремонта
Такт выпуска – интервал времени, через который периодически производится выпуск изделий:
Т = Фоб /(Пn), (4)
где П – годовой объем выпуска, П = 680;
n – число однотипных сборочных единиц в секции, n = 1.
Т = 3993/(680·1) = 5,9 ч.
Полученное значение округляем до величины Т′=6 ч, и определяем скорректированное значение годового объёма выпуска:
П′ = Фоб/(Т′·n), (5)
П′=3993/(6·1)=666 секций.
Во всех дальнейших расчетах будем оперировать величиной годового объёма выпуска, равной П′ = 666 секций.
Так как нам задан большой объём выпуска, то создаем две поточные линии. Такт выпуска в этом случае будет равен:
Т′ = Фоб·Кп/(П′·n), (6)
где Кп – число параллельных поточных линий, Кп = 2.
Т′ = 3993·2/(666·1) = 12 ч/секция.
Ритм выпуска:
R = (П′·n)/Фоб, (7)
R = 666·1/3993 = 0,17 единиц.
Число позиций поточной линии:
Nп = Тц /Т′ , (8)
где Тц – величина производственного цикла ремонта секции (простой в ремонте), Тц = 96 ч.
Nп = 96/12 = 8 позиций.
3 Разработка сетевого графика процесса ремонта основной продукции цеха и корректировка его на ритмичной основе
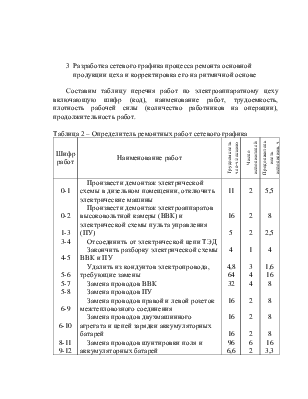
Составим таблицу перечня работ по электроаппаратному цеху включающую шифр (код), наименование работ, трудоемкость, плотность рабочей силы (количество работников на операции), продолжительность работ.
Таблица 2 – Определитель ремонтных работ сетевого графика
|
Шифр работ |
Наименование работ |
Трудоемкость чел-ч/секцию |
Число исполнителей |
Продолжительность исполнения, ч |
|
0-1 0-2 1-3 3-4 4-5 5-6 5-7 5-8 6-9 6-10 8-11 9-12 10-13 11-14 12-15 |
Произвести демонтаж электрической схемы в дизельном помещении, отключить электрические машины Произвести демонтаж электроаппаратов высоковольтной камеры (ВВК) и электрической схемы пульта управления (ПУ) Отсоединить от электрической цепи ТЭД Закончить разборку электрической схемы ВВК и ПУ Удалить из кондуитов электропровода, требующие замены Замена проводов ВВК Замена проводов ПУ Замена проводов правой и левой розеток межтепловозного соединения Замена проводов двухмашинного агрегата и цепей зарядки аккумуляторных батарей Замена проводов шунтировки поля и аккумуляторных батарей Замена силовых проводов Ремонт электропроводки ВВК и ПУ Замена проводов правой и левой розеток межтепловозного соединения Монтаж электропроводки ВВК и ПУ Замена силовых проводов |
11 16 5 4 4,8 64 32 16 16 16 96 6,6 5 11,2 9 |
2 2 2 1 3 4 4 2 2 2 6 2 1 2 2 |
5,5 8 2,5 4 1,6 16 8 8 8 8 16 3,3 5 5,6 4,5 |
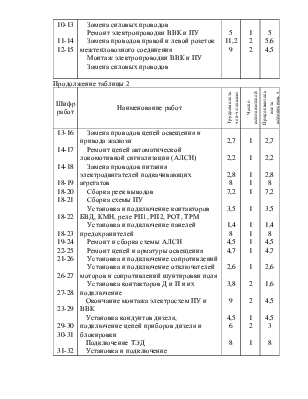
Продолжение таблицы 2
|
Шифр работ |
Наименование работ |
Трудоемкость чел-ч/секцию |
Число исполнителей |
Продолжительность исполнения, ч |
|
13-16 14-17 14-18 18-19 18-20 18-21 18-22 18-23 19-24 22-25 21-26 26-27 27-28 23-29 29-30 30-31 31-32 32-33 |
Замена проводов цепей освещения и привода жалюзи Ремонт цепей автоматической локомотивной сигнализации (АЛСН) Замена проводов питания электродвигателей подкачивающих агрегатов Сборка реек выводов Сборка схемы ПУ Установка и подключение контакторов БВД, КМН, реле РП1, РП2, РОТ, ТРМ Установка и подключение панелей предохранителей Ремонт и сборка схемы АЛСН Ремонт цепей и арматуры освещения Установка и подключение сопротивлений Установка и подключение отключателей моторов и сопротивлений шунтировки поля Установка контакторов Д и П и их подключение Окончание монтажа электросхем ПУ и ВВК Установка кондуитов дизеля, подключение цепей приборов дизеля и блокировки Подключение ТЭД Установка и подключение электроизмерительных приборов Подключение в электроцепь аккумуляторов, проведение секвенции Настройка локомотивной сигнализации |
2,7 2,2 2,8 8 7,2 3,5 1,4 8 4,5 4,7 2,6 3,8 9 4,5 6 8 6 6 |
1 1 1 1 1 1 1 1 1 1 1 2 2 1 2 1 2 2 |
2,7 2,2 2,8 8 7,2 3,5 1,4 8 4,5 4,7 2,6 1,6 4,5 4,5 3 8 3 3 |
На рисунке 1 показан расчет сети. Критический путь проходит через позиции 0-1-3-4-5-8-11-14-18-23-29-30-31-32-33 и составляет 75,5 часов.
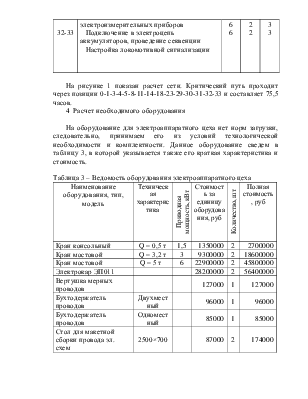
На оборудование для электроаппаратного цеха нет норм загрузки, следовательно, принимаем его из условий технологической необходимости и комплектности. Данное оборудование сведем в таблицу 3, в которой указывается также
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.