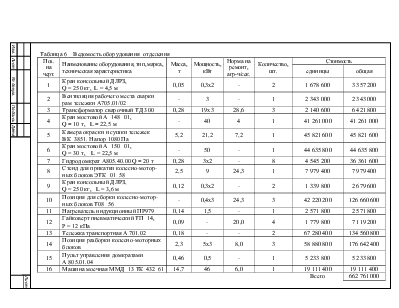
Таблица 6 − Ведомость оборудования отделения
|
Поз. на черт. |
Наименование оборудования, тип, марка, техническая характеристика |
Масса, т |
Мощность, кВт |
Норма на ремонт, агр-ч/сек. |
Количество, шт. |
Стоимость |
|
|
единицы |
общая |
||||||
|
1 |
Кран консольный ДЛРЗ, Q = 250 кг, L = 4,5 м |
0,05 |
0,3x2 |
- |
2 |
1 678 600 |
3 357 200 |
|
2 |
Вентиляция рабочего места сварки рам тележки А705.01/02 |
- |
3 |
- |
1 |
2 343 000 |
2 343 000 |
|
3 |
Трансформатор сварочный ТД 300 |
0,28 |
19x3 |
28,6 |
3 |
2 140 600 |
6 421 800 |
|
4 |
Кран мостовой А−148−01, Q = 10 т, L = 22,5 м |
- |
40 |
4 |
1 |
41 261 000 |
41 261 000 |
|
5 |
Камера окраски и сушки тележек ВК−3851. Напор 1080 Па |
5,2 |
21,2 |
7,2 |
1 |
45 821 600 |
45 821 600 |
|
6 |
Кран мостовой А−150−01, Q = 30 т, L = 22,5 м |
- |
50 |
- |
1 |
44 635 800 |
44 635 800 |
|
7 |
Гидродомкрат А805.40.00 Q = 20 т |
0,28 |
3x2 |
- |
8 |
4 545 200 |
36 361 600 |
|
8 |
Стенд для прикатки колесно-моторных блоков ЭТК−01−58 |
2,5 |
9 |
24,3 |
1 |
7 979 400 |
7 979 400 |
|
9 |
Кран консольный ДЛРЗ, Q = 250 кг, L = 3,6 м |
0,12 |
0,3x2 |
- |
2 |
1 339 800 |
2 679 600 |
|
10 |
Позиция для сборки колесно-моторных блоков Т08−56 |
- |
0,4x3 |
24,3 |
3 |
42 220 200 |
126 660 600 |
|
11 |
Нагреватель индукционный ПР979 |
0,14 |
1,5 |
- |
1 |
2 571 800 |
2 571 800 |
|
12 |
Гайковерт пневматический ТП−14, Р = 12 кПа |
0,09 |
- |
20,0 |
4 |
1 779 800 |
7 119 200 |
|
13 |
Тележка транспортная А 701.02 |
0,18 |
- |
- |
2 |
67 280 400 |
134 560 800 |
|
14 |
Позиция разборки колесно-моторных блоков |
2,3 |
5x3 |
8,0 |
3 |
58 880 800 |
176 642 400 |
|
15 |
Пульт управления домкратами А 805.01.04 |
0,46 |
0,5 |
- |
1 |
5 233 800 |
5 233 800 |
|
16 |
Машина моечная ММД−13 ТК−432−61 |
14,7 |
46 |
6,0 |
1 |
19 111 400 |
19 111 400 |
|
Всего |
662 761 000 |
||||||
8 ОПРЕДЕЛЕНИЕ ПОТРЕБНЫХ ПОДЪЕМНО-ТРАНСПОРТНЫХ СРЕДСТВ
Для перемещения сборочных единиц и деталей с одной рабочей позиции на другую применяется мостовой кран грузоподъемностью 10 т. Мостовым краном грузоподъемностью 30 т перемещаются рамы тележки на мойку и с мойки, колесно-моторные блоки, колесные пары, тяговые электродвигатели, стеллажи и кассеты с другими деталями и сборочными единицами.
Позиции разборки и сборки на раме тележки, рабочие места разборки и сборки колесно-моторных блоков оборудованы консольно-поворотными кранами грузоподъемностью 0,25 т и 0,5 т. С их помощью перемещаются сборочные единицы и детали средней массы и габаритов, а также механизируются разборочно-сборочные работы.
9 СПЕЦИФИЧЕСКИЕ ТРЕБОВАНИЯ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ
Каждая операция, выполняемая в отделении, требует четкого соблюдения правил техники безопасности, норм производственной санитарии и охраны окружающей среды.
Вредными считаются производственные факторы, воздействие которых в определенных условиях на рабочих приводит к заболеваниям или снижению работоспособности.
В тележечном отделении депо имеется ряд опасных и вредных производственных факторов. Так, на рабочих местах, где производятся работы по сварке, наплавке, резке, в зону дыхания рабочих могут попасть сварочные аэрозоли, содержащие в составе твердые фазы окислов различных металлов. Воздействие на организм выделяющихся веществ может явиться причиной острых и хронических профессиональных заболеваний и отравлений.
При ручных и полуавтоматических методах сварки, резки, наплавки и пайки имеют место статические нагрузки на руки, в результате чего могут возникнуть заболевания нервно-мышечного аппарата плечевого пояса.
На рабочих местах, где производят очистку сварных швов с помощью пневмомашинки, в которой рабочей поверхностью является абразивный круг, наблюдается превышение предельно допускаемой концентрации пыли в воздухе.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.