

















Сечение проводов для подключения к питающей сети источника питания сварочной дуги
Сечение проводов для подключения к питающей сети источников питания сварочной дуги принимается согласно требованиям паспортных данных на источник питания. При отсутствии указанных данных выбор сечения проводов принимаются согласно таблице 1
Таблица 1
|
Сварочные трансформаторы, преобразователи, выпрямители на максимальный ток, А |
Сечение одной жилы медного провода при напряжении питающей сети 380 В. |
Сечение одной жилы алюминиевого провода при напряжении питающей сети 380 В. |
|
до 300 (ТД-300,ТД-306,ТДМ-317, ВД-201, ВД-306, ВДУ-305, ПСО-315, ПСО-300) |
10 (диаметр 3,6 мм) |
15 (диаметр 4,4 мм) |
|
до 500 (ТД-500, ТД-502, ТДМ-503, ВД-401, ВД-502-2, ВДУ-504, ВДУ-505, ВДУ-506, ПД-500) |
16 (диаметр 4,5 мм) |
24 (диаметр 5,5 мм) |
|
до 1000 (ТДФ-1000, ТДФЖ-1002, ВС-600, ВДУ-1201, ВДУ-1202, ВДМ-1001, ВДМ-1002, ВСМ-1000) |
75 (диаметр 9,8 мм) |
112 (диаметр 12 мм) |
|
до 2000 (ВДМ-1601, ВДМ-2000) |
120 (диаметр 12,4 мм) |
180 (диаметр 15 мм) |
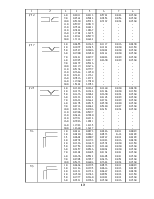
Сечение сварочного кабеля
Сечение сварочного кабеля марок ПРД, ПРИ, КОГ1, КОГ2 в зависимости от сварочного тока выбираются согласно таблице 2
|
Сварочный ток, А |
Сечение кабеля, мм2 |
|
100 |
16 |
|
250 |
25 |
|
300 |
50 |
|
400 |
70 |
|
500 |
95 |
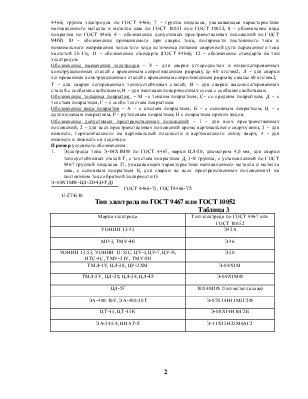
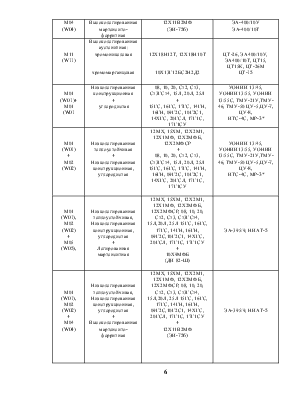
Условное обозначение электродов по ГОСТ 9466
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
1-тип электрода по ГОСТ 9467 или ГОСТ 10052; 2 – марка электрода; 3 – диаметр электрода; 4 – обозначение назначения электродов по ГОСТ 9466; 5 - обозначение толщины покрытия по ГОСТ 9466; группа электродов по ГОСТ 9466; 7 – группа индексов, указывающая характеристики наплавленного металла и металла шва по ГОСТ 10051 или ГОСТ 10052; 8 – обозначение вида покрытия по ГОСТ 9466; 9 – обозначение допустимых пространственных положений по ГОСТ 9466; 10 – обозначение применяемого при сварке тока, полярности постоянного тока и номинального напряжения холостого хода источника питания сварочной дуги переменного тока частотой 50 Гц; 11 – обозначение стандарта (ГОСТ 9466); 12 – обозначение стандарта на тип электродов.
Обозначение назначения электродов – У – для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 60 кгс/мм2; Л – для сварки легированных конструкционных сталей с временным сопротивлением разрыву свыше 60 кгс/мм2;
Т – для сварки легированных теплоустойчивых сталей; В – для сварки высоколегированных сталей с особыми свойствами; Н – для наплавки поверхностных слоев с особыми свойствами.
Обозначение толщины покрытия - М –с тонким покрытием; С- со средним покрытием; Д – с толстым покрытием; Г – с особо толстым покрытием.
Обозначение вида покрытия – А – с кислым покрытием; Б – с основным покрытием; Ц – с целлюлозным покрытием; Р – рутиловым покрытием; П с покрытием прочих видов.
Обозначение допустимых пространственных положений – 1 – для всех пространственных положений; 2 – для всех пространственных положений кроме вертикального сверху вниз; 3 – для нижнего, горизонтального на вертикальной плоскости и вертикального снизу вверх; 4 - для нижнего и нижнего «в лодочку».
Пример условного обозначения:
1. Электроды типа Э-09Х1МФ по ГОСТ 9467, марки ЦЛ-20, диаметром 4,0 мм, для сварки теплоустойчивых сталей Т, с толстым покрытием Д, 3-й группы, с установленной по ГОСТ 9467 группой индексов 27, указывающих характеристики наплавленного металла и металла шва, с основным покрытием Б, для сварки во всех пространственных положениях1 на постоянном токе обратной полярности О:
Э-09Х1МФ-ЦЛ-20-4,0-ТД3
![]() ГОСТ
9466-75, ГОСТ9466-75
ГОСТ
9466-75, ГОСТ9466-75
Е-27-Б10
Тип электрода по ГОСТ 9467 или ГОСТ 10052
Таблица 3
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.