







Министерство образования Российской Федерации
Комсомольский-на-Амуре государственный
технический университет
Кафедра «Технология сварочного производства»
АВТОМАТЫ АДФ-1001 И АДФ-1201
Методические указания
для выполнения лабораторной работы по специальности 150202 «Оборудование и технология сварочного производства»,
для всех форм обучения
Комсомольск-на-Амуре 2006
УДК 621.791.753
Автоматы АДФ-1001 и АДФ-1201: Методические указания для выполнения лабораторной работы по специальности 150202 «Оборудование и технология сварочного производства», для всех форм обучения /Сост. О. Н. Клешнина, Е. Е. Абпшкин. Комсомольск-на-Амуре: Комсомольский-на-Амуре гос. техн. ун-т, 2006 – 11 с./
Приведены методические указания по изучению конструкций, технических данных и порядка работы автоматов АДФ-1001 и АДФ-1201.
Методические указания рекомендуются для студентов специальности 150202 всех форм обучения.
Печатается по постановлению редакционно-издательского совета Комсомольского-на-Амуре государственного технического университета.
Согласовано с отделом стандартизации.
Рецензент В. Н. Комельков
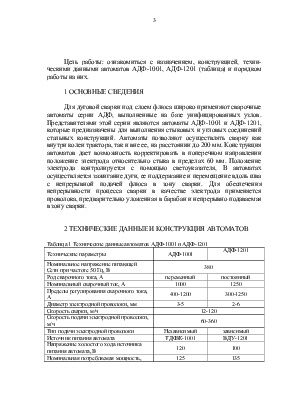
Цель работы: ознакомиться с назначением, конструкцией, техническими данными автоматов АДФ-1001, АДФ-1201 (таблица) и порядком работы на них.
1 ОСНОВНЫЕ СВЕДЕНИЯ
Для дуговой сварки под слоем флюса широко применяют сварочные автоматы серии АДФ, выполненные на базе унифицированных узлов. Представителями этой серии являются автоматы АДФ-1001 и АДФ-1201, которые предназначены для выполнения стыковых и угловых соединений стальных конструкций. Автоматы позволяют осуществлять сварку как внутри колеи трактора, так и вне ее, на расстоянии до 200 мм. Конструкция автоматов дает возможность корректировать в поперечномнаправлении положение электрода относительно стыка в пределах 60 мм. Положение электрода контролируется с помощью светоуказателя,В автоматах осуществляется зажигание дуги, ее поддержание и перемещение вдоль шва с непрерывной подачей флюса в зону сварки. Для обеспечения непрерывности процесса сварки в качестве электрода применяется проволока, предварительно уложенная в барабани непрерывно подаваемая в зону сварки.
2 ТЕХНИЧЕСКИЕ ДАННЫЕ И КОНСТРУКЦИЯ АВТОМАТОВ
Таблица 1 Технические данные автоматов АДФ-1001 и АДФ-1201
|
Технические параметры |
АДФ-1001 |
АДФ-1201 |
|
Номинальное напряжение питающей Сети при частоте 50 Гц, В |
380 |
|
|
Род сварочного тока, А |
переменный |
постоянный |
|
Номинальный сварочный ток, А |
1000 |
1250 |
|
Пределы регулирования сварочного тока, А |
400-1200 |
300-1250 |
|
Диаметр электродной проволоки, мм |
3-5 |
2-6 |
|
Скорость сварки, м/ч |
12-120 |
|
|
Скорость подачи электродной проволоки, м/ч |
60-360 |
|
|
Тип подачи электродной проволоки |
Независимый |
зависимый |
|
Источник питания автомата |
ТДФЖ-1001 |
ВДУ-1201 |
|
Напряжение холостого хода источника питания автомата, В |
120 |
100 |
|
Номинальная потребляемая мощность, кВт |
125 |
135 |
|
Емкость бункера для флюса, |
6 |
|
|
Максимальная масса стальной электродной проволоки в кассете, кг |
14 |
|
|
Масса сварочного трактора, кг (не более) |
65 |
|
|
Габаритные размеры сварочного трактора (длина, ширина, высота), мм (не более) |
1100x340x680 |
|
![]()
Основными частями автоматов являются:
сварочный трактор источник питания
комплект монтажных проводов комплект ЗИП
блок питания автомата (для АДФ-1001), встраиваемый в нишу сварочного трансформатора.
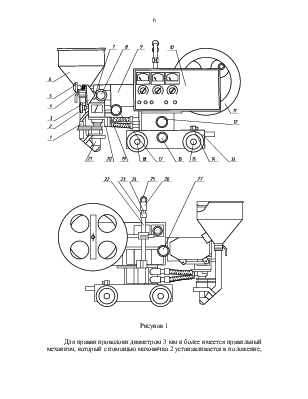
Конструкция сварочных тракторов описываемых автоматов унифицирована. Базовым является трактор автомата АДФ-1О01 (рисунок 1).
Сварочный трактор представляет собой самоходную каретку 13, на которой смонтированы: сварочная головка 9, пульт управления 10, барабан II для сварочной проволоки, бункер 6 для флюса и светоуказатель 1.
Каретка выполнена в виде шасси на четырех колесах. Она приводится в движение электродвигателем постоянного тока с плавно регулируемым числом оборотов. Вращение электродвигателя передается через червячный редуктор на валик задних колес 15 и через цепную передачу - на валик передних колес 18. Сцепление и расцепление колес с приводом осуществляется зубчатыми полумуфтами с помощью рукоятки 14.
На каретке установлена сварочная головка 9. С помощью суппорта она может перемещаться перпендикулярно сварному шву, что позволяет регулировать положение сварочной головки на 30мм в одну и другую стороны от середины каретки при вращении маховичка 16. Поворот сварочной головки на ± 90° с последующей фиксацией маховичком 12 дает возможность установить ее по одну и другую стороны от продольной оси каретки. Сварочная головка осуществляет непрерывную подачу электродной проволоки в зону сварки с помощью прижимного7 и подающего 8 роликов, приводимых во вращение электродвигателем постоянного тока, связанным с редуктором подающего механизма через муфту. Прижимной ролик, укрепленный на рычаге 3, прижимается к ведущему ролику с усилием, передаваемым спиральной пружиной 4 и регулируемым маховичком 5. Для обеспечения необходимой скорости подачи электродной проволоки предусмотрены две ступени скорости за счет сменной пары шестерен. В пределах каждой ступени скорость изменяется плавным регулированием оборотов электродвигателя. Головка может быть повернута вокруг оси электродвигателя на 45° в одну и другую стороны с последующей фиксацией маховичком 27.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.