n - количество деталей в конструкции, шт.;
m - количество сварных соединений в конструкции, шт.;
Нр - норма расхода материалов на изготовление комплекта деталей, входящих в конструкцию, кг;
Hсв.м – норма расхода сварочных материалов на выполнение сварных соединений конструкции, кг.
Определение нормы расхода материалов при изготовлении деталей из сортового проката и труб
Расчет нормы расходе проката и труб для деталей данной группы сводится к определению расчетной длинны заготовки, необходимой для использования детали, так как профили и размеры по сечению заготовок и готовых деталей одинаковы.
Длина заготовки:
Lзаг=L+Ln
где L - длина детали по чертежу, мм;
Ln - припуски, принятые в соответствии с технологическим процессом изготовления, мм.
На практике часто приходится заказывать материалы для изготовления сварных конструкций немерных длин, при этом должны быть учтены потери на некратность в % к длине заготовки на каждую деталь. Нормативы на припуски и потери на некратность приведены в /9/.
ПРИМЕР РАСЧЕТА НОРМ РАСХОДА МАТЕРИАЛА НА ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ
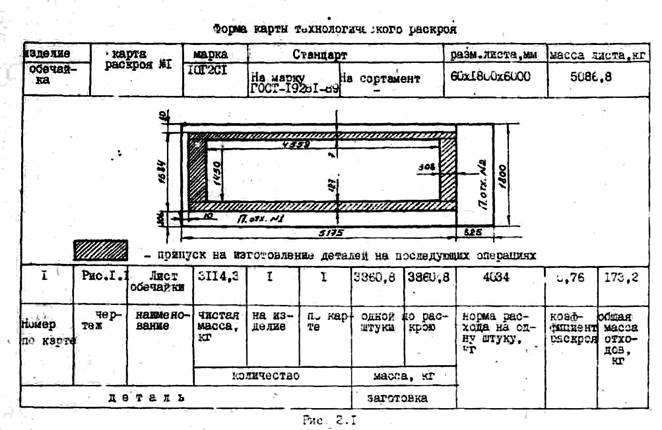
Определить норму расхода материала для изготовления детали обечайки I конструкции приведенной на рис. 1 и карте раскроя рис.2,1.

Пример составления карты технологического раскроя заготовок деталей
Составить карту раскроя для вырезки заготовок деталей (см. рис. 1).
Характер производства - серийный.
Методика решения задачи
1) Произвести анализ конструкции:
- все детали изготавливаются из одной Марки ста.пи 20Г2С1;
- в конструкции применены толщины металла 50, 60, 80 мм;
- сварка обечайки производится электрошлаковым способом, после чего необходима термообработка;
- ребро имеет одностороннюю разделку кромки по периметру;
- бонка приваривается без разделки кромки катетом 20 мм;
- чертежные размеры деталей, мм: ребро - 50 х 120 х 1350; бонка - 80 х 120; обечайка - 60 х 1450 х 4559.
- Растяжка обшивки обечайки с учетом зазора под сварку = 3,14 х (1400 + 60) - 25 = (3,14 х 1460) - 25= 4559
2) Назначить технологический маршрут изготовления деталей, (Пользоваться маршрутной картой, разработанной на практическом занятии I).
3) Назначить размеры заготовок деталей с учетом припусков и поправок.
Обечайка:
- припуск на гибку в трехвалковых вальцах - +300 мм на каждый конец;
- припуск на ширину реза +4,0 мм на каждую кромку (на совмещенные кромки +0,5);
- поправка на усадку сварного шва 2,0 мм;
- припуск на мехобработку кромок +3 мм на каждую кромку;
- припуск на изготовление образцов; для мех. испытаний после термической обработки +120 мм;
- припуск для последующего спрямления кромок +10 мм.
- Размер заготовки обечайки: 60 х (1450+2*3+2*4,0+120) х (4559+2*300+2*3+2*4,0+2,0) = 60 х 1584 х 5175 мм.
Ребро:
- припуск на ширину реза - +4 мм на две кромки (т.к. можно применить совмещенные резы);
- припуск но спрямление кромок +10 мм;
- размеры заготовки ребра:
- 50 х (120+4+2*3) х (1350+4+2*3) = 50 х 130 х 1360 мм;
Бойка:
- припуск на ширину реза +4 мм на радиус;
- припуск на спрямление кромок +10 мм;
- размеры заготовки бонки:
80 х 0 (120+2*4+2*3) = 80 х 0 134 мм.
4) Выбрать сортамент для вырезки заготовок;
для обечайки лист 60 х 1800 х 6000 мм;
для ребра лист 50 х 1800 х 6000 мм;
для бонки лист 60 х 1800 х 6000 мм.
5) Составить карты технологического раскроя (см. рис.2.1 ~ 2.3).
Карту технологического раскроя следует составить по форме,, приведенной на рис.2.1.
Задание по разработке технологического раскроя
Согласно заданному варианту (рис.1.3 - 1.9) произвести технологический раскрой деталей, входящих в конструкцию, определить размеры каждой заготовки, припуски на изготовление деталей по всему технологическому маршруту, количество заготовок в раскрое.
Результаты решения, выполнить в форме карты технологического раскроя (рис.2,1).
1) Масса исходного материала:
![]()
2) Масса заготовки:

3) Чистая масса детали:

4) Суммарная масса полезных отходов:
 5) Норма
расхода материала на изготовление комплекта деталей по данному раскрою:
5) Норма
расхода материала на изготовление комплекта деталей по данному раскрою:
![]()
6) Норма расхода материала на изготовление' одной детали

7) Коэффициент раскроя:
8) Коэффициент использования материала при изготовления детали
Результаты расчета вносятся в табличную форму карты раскроя (рис.2,I).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.