Министерство образования и науки Российской Федерации
Федеральное государственное автономное
Образовательное учреждении
Высшего профессионального образования
«СЕВЕРО-КАВКАЗСКИЙ ФЕДЕРАЛЬНЫЙ УНИВЕРСИТЕТ»
Кафедра «ТМиТО»
Контрольная работа
по дисциплине: «Метрология, стандартизация и сертификация»
Работу выполнил: студент 4 курса группы ЭУН-091
Работу принял:
Ставрополь, 2013 г.
Содержание
Введение 3
1. Расчет посадки с зазором 4
2. Расчет переходной посадки 7
3. Расчет посадки с натягом 10
Список используемой литературы 12
Введение
Дальнейшее ускорение научно-технического прогресса и всесторонняя интенсификация производства связаны с повышением эффективности использования, качества изделий машиностроения, базирующихся на обеспечении взаимозаменяемости. Обеспечение взаимозаменяемости становится неотъемлемой частью автоматизированного совместного проектирования конструкции и технологии с использованием электронной связи на компьютерной технике.
Для обеспечения взаимозаменяемости деталей, узлов, механизмов необходимо сначала установить (нормировать), а затем и обеспечить параметры, определяющие нормальное функционирование этих деталей в узле, узла – в механизме, механизма – в технической системе.
Целью выполнения контрольной работы является закрепление практических навыков самостоятельного решения инженерных задач, развитие творческих способностей и умением пользоваться технической, нормативной и справочной литературой, а также выработке навыков нормирования основных точностных параметров типовых поверхностей деталей машин и механизмов.
Контрольная работа обобщает и систематизирует теоретические знания, полученные при изучении курса, учит студентов применять эти знания для решения конкретных задач, возникающих перед специалистом в условиях производства.
1.Расчет посадки с зазором
Определить величины зазоров и подобрать посадку для подшипника скольжения , работающего в условиях жидкостного трения при следующих данных: d = 70 мм , L = 80 мм , n = 104 рад/с (1000 об/мин), R=2,8 кН. Смазка централизованная маслом марки “Турбинное 22” с динамической вязкостью при tп = 50 0С.
Шероховатость поверхности Rzd= 2,0мкм, RzD = 3,2 мкм.
Расчет посадки выполняем в соответствии с последовательностью, указанной в методических указаниях:
1. Величина среднего удельного давления:
Р = ![]() =
=![]() =0,5*106 Н/м2;
=0,5*106 Н/м2;
2. По формуле (2) определим допускаемую толщину масляного слоя:
[![]() ]=K*(Rzd + RzD+ɣd);
]=K*(Rzd + RzD+ɣd);
[![]() ]=2*(3,2 + 2,0+2)*10-6=14,4*10-6
м;
]=2*(3,2 + 2,0+2)*10-6=14,4*10-6
м;
3. Задаемся рабочей температурой подшипника tП = 50 С , при которой
𝜇 = 𝜇ТАБ = 19·10-3 Н·с/м2 (табл.5).
4. Рассчитываем значение Аh по формуле (8):

5. По рисунку 2 определяем, используя найденное значение Аh = 0,206 и L/d=80/70= 1,1 , минимальный относительный эксцентриситет χmin, при котором толщина масляного слоя равна [hmin], χmin меньше 0,3 и поэтому условие (4) не выполнено.
По рисунку 2 находим значение Аx = 0,465 при χ = 0,3 и L / d = 1,1 и затем по формуле (13) определяем минимальный допускаемый зазор [Smin]
(толщина масляной пленки при этом зазоре больше [hmin]).
[Smin] =
2,857*[hmin]*![]() =
2,857*14,4*10-6*
=
2,857*14,4*10-6*![]() =
92,4*10-6 м = 93 мкм;
=
92,4*10-6 м = 93 мкм;
6. По найденному ранее значению Аh = 0,206 из рисунка 3 находим максимальный относительный эксцентриситет χmax = 0,958.
По формуле (14) определим максимальный допускаемый зазор [Smax]:
[Smax]
= ![]() =
=
![]() =
685,7*10-6 м = 686 мкм;
=
685,7*10-6 м = 686 мкм;
7. Для выбора посадки наряду с пунктами (3.4) и (3.5) используем дополнительное условие, что средний зазор SC в посадке должен быть примерно равен оптимальному SОПТ. Оптимальный зазор рассчитываем по формуле (9):
SОПТ = ![]()
где из
рис. 2 ![]() Максимальную толщину масляного слоя h при
оптимальном зазоре определим по формуле (5) :
Максимальную толщину масляного слоя h при
оптимальном зазоре определим по формуле (5) :
![]()
По таблице 1.47 [2] определяем, что условиям подбора посадки наиболее близко соответствует предпочтительная посадка:
для
которой SC = 138 мкм ![]() SОПТ , Smin = 100 мкм , Smax = 176 мкм.
SОПТ , Smin = 100 мкм , Smax = 176 мкм.
Условие (4) можно считать выполненным , так как получение зазора Smin = 200 мкм маловероятно. Практически при сборке зазоров ,
меньших чем вероятностный минимальный зазор , ![]() не будет:
не будет:
![]()
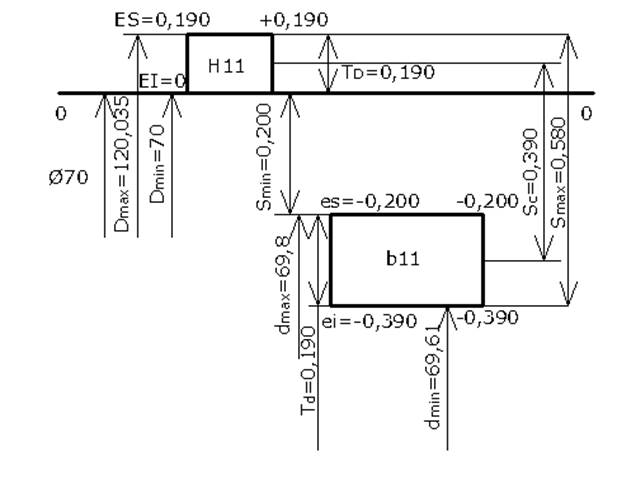
Рисунок 1 – Схема расположения полей допусков для посадки с зазором
Для данной посадки минимальный запас на износ:

8. По формуле (16) определяем мощность теплообразования:
Q=1,57![]() = 1,57*
= 1,57*![]()
9. Определяем величину теплоотвода через корпус и вал подшипника по формуле (17) :
![]()
![]()
В связи с тем , что теплообразование не превышает теплоотвод через корпус и вал, избыточную теплоту не нужно удалять принудительной прокачкой масла.
2. Расчёт посадки с натягом
Соединение с размерами dн.с.=150 мм, d1=100 мм, d2=200 мм, l=130 мм. M=400 Н*м, P=0 кН, материал деталей – сталь 45 с пределом текучести ![]() Высота неровностей
поверхностей вала RZa
= 1,6 мкм и отверстия ступицы RZa
= 1,6 мкм. Рабочая температура соединения 20 0С. Выбрать стандартную
посадку и определить необходимую температуру для сборки с разогревом
охватывающей детали.
Высота неровностей
поверхностей вала RZa
= 1,6 мкм и отверстия ступицы RZa
= 1,6 мкм. Рабочая температура соединения 20 0С. Выбрать стандартную
посадку и определить необходимую температуру для сборки с разогревом
охватывающей детали.
Расчет ведем в следующей последовательности:
1. Определяем [pmin]:
[pmin] = ![]() ;
;
где f = 0,08 выбрано из таблицы 1.104.[2]
2. Определяем Nmin. Предварительно определяем коэффициент С1:

при ![]() =
=![]()
![]()
![]()
3. Определяем минимальный допустимый натяг. Предварительно определим поправку ɣm:
ɣm=5(RZа+RZА)=5*(1,6+1,6)=16 мкм;
ɣt = 0, так как температура tD = td = tСБ = 20 0С;
ɣu = 0, так как детали не вращаются.
Принимаем с учетом возможных разборок ɣn = 10 мкм.
Тогда [![]() ]=
]=![]()
4. Определяем величину [pmax], для чего рассчитываем p1 и p2 :


Следовательно, [pmax]=8,9*107 Н/м2.
5. Определим Nmax:
Nmax
= [pmax]*![]() *
*![]() ;
;
6. Определяем максимальный допустимый натяг [Nmax]:
[Nmax]=![]() +
+![]() =425*0,86+16=381,5 мкм;
=425*0,86+16=381,5 мкм;
где ![]() =0,86 по графику 1.68 .[2]
=0,86 по графику 1.68 .[2]
7.
По .[2]
выбираем посадку
для которой
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.




