призматических опорных кромках якорей и скобах контакторов не должно быть забоин и отколов.
Увеличенный подгар, а иногда приваривание контактов вызываются перекосом и недостаточным прилеганием контактов, неправильной формой контактов, недостаточным нажатием, износом осей и втулок приводных рычагов, утечкой воздуха, заеданием поршня, высыханием манжет электропневматических приводов контакторов, отсутствием провала.
При техническом обслуживании ТО-3 электрические аппараты очищают от пыли, проверяют их исправность, состояние подвижных и неподвижных контактов. Измеряют и при необходимости приводят к норме нажатие, провал, прилегание и плотность крепления контактов. Неисправные аппараты заменяют. Проверяют состояние магнитных усилителей, трансформаторов, крепление подводящих проводов. Аппараты с признаками перегрева заменяют. Осматривают состояние дугогасительных камер, рубильников и переключателей, осветительной и сигнальной арматуры, отсутствие утечки воздуха электропневматических аппаратов и электропневматических вентилей, исправность подвижных частей и приводов аппаратов, а также их электрических цепей.
4.1 Составление структурной схемы технологического процесса ремонта
Рисунок 1 – Технологическая схема технологического процесса ремонта
Технологическая схема технологического процесса ремонта электропневматического контактора представлено на листе 2 графической части дипломного проекта.
2.1.2 Разработка технологических документов по ремонту
электропневматического контактора
Важную роль в технологической подготовке производства играет ЕСКД – комплекс государственных стандартов и рекомендаций, устанавливающих взаимосвязанные правила и положения по порядку разработки, комплектации, оформления и обращения технологической документации, применяемой при изготовлении и ремонте изделий (включая контроль, испытания и перемещения) Маршрутную карту заполняют в соответствии с требованиями ГОСТ 3.1104 – 81*, ГОСТ 3.1105 – 84*, ГОСТ 3.1119 – 83*, ГОСТ 3.1120 – 83, используя формы 2 и 1б ( ГОСТ 3.1118 – 82 ). Информацию в маршрутную карту записывают в нижней части строки, оставляя верхнюю свободной для внесения возможных изменений. Информацию по каждой операции вносят построчно несколькими типами строк. Каждому типу строки соответствует определенный служебный символ в виде буквы русского алфавита, проставляемый в графе перед номером соответствующей строки листа маршрутной карты. Служебные символы определяют состав информации, размещаемый в графах данного типа строки листа маршрутной карты. В случае отсутствия информации по отдельным символам записывают информацию со следующим символом. Информацию всех типов строк, относящуюся к одной операции, записывают в маршрутную карту без пропуска строк. После записи операции обязателен пропуск строки. Карту эскизов заполняют в соответствии с требованиями ГОСТ 3.1104 –81*, ГОСТ 3.1105 – 84*, ГОСТ 3.1107 – 81, ГОСТ 3.1120 – 83, используя формы 7 и 7а ( ГОСТ 3.1105 – 84* ). На карте эскизов помещают графические иллюстрации, таблицы к текстовым документам. Маршрутные карты (МК), технологические инструкции (ТИ) и карты эскизов (КЭ) представлены в приложении А.
Маршрутная карта предназначена для описания технологического процесса ремонта электропневматического контактора , включая контроль и перемещения по всем операциям, различных технологических методов в технологической последовательности с указанием данных об оборудовании технологической оснастки, материальных нормативных и трудовых затратах. Маршрутная карта заполняется в соответствии с требованиями ГОСТ 3.1105-84, на формах 2 и 16 (ГОСТ 3.1118-82).
Технологическая инструкция предназначена для описания технологических процессов, методов и приемов, повторяющихся при ремонте деталей сборочной единицы. Технологическая инструкция заполняется в соответствии с требованиями ГОСТ 3.1105-84, на формах 5 и 5а (ГОСТ 3.1105-84).
Карта эскизов является графическим документом, содержащим эскизы, схемы и таблицы и предназначены для пояснения выполнения технологического процесса ремонта деталей. КЭ заполняется в соответствии с требованиями ГОСТ 3.1105-84, на формах 7 и 7а (ГОСТ 3.1105-84). Маршрутные карты, карты эскизов, технологические инструкции представлены в приложении А.
2.2 Проектирование специального оборудования для ремонта
электропневматического контактора
2.2.1 Конструкция и разработка чертежей специального
оборудования типа ПР1081
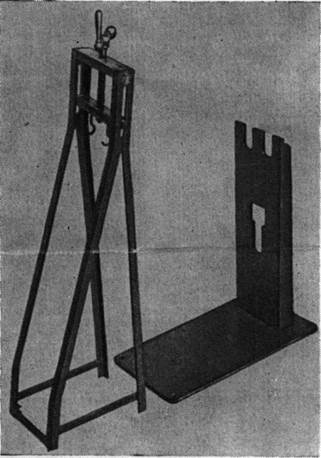
Приспособление типа ПР1081 служит для замера нажатия контактов электропневматического контактора , оно просто в использовании и довольно точно по нему можно отрегулировать нажатие контактов электропневматического контактора . Приспособление типа ПР1081 состоит из рамы , основания , динамометра , натяжного винта и ручки. Габаритные размеры приспособления ПР1081 : высота -550мм ; длина-1016мм; ширина-240мм; так же шкала динамометра имеет градацию которая составляет от 0 до 100 кг; вес-22,9кг. Используется приспособлении типа ПР1081 перед тем когда все ремонтные работы будут завершены по данному контактору и можно будет устанавливать его на тепловоз .
2.2.2 Описание работы специального оборудования
Электропневматический контактор крепится на основание приспособления типа ПР1081 теми же болтами , что и на тепловозе . В основании приспособления типа ПР1081 предусмотрены вырезы под головки болтов. Болты контактора вставляют в вырезы и заводят в вертикальные пазы
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.