1 Организация и содержание работ на производственном
участке прохождения практики
1.1 Назначение электроаппаратного отделения
Электроаппаратное отделение предназначено для выполнения ремонта электрических аппаратов и приборов, вспомогательных электрических машин, электрических цепей тепловозов и выполнения работ по монтажу электрической схемы и электроаппаратуры при сборке тепловоза. В целях специализации в электроаппаратном отделении организованы хозрасчётные участки ремонта: вспомогательных электрических машин, электрических аппаратов, монтажа электрических цепей тепловозов.
Процесс ремонта в электроаппаратном отделении организован в соответствии с сетевым графиком, определяющий порядок и срок ремонтно-монтажных работ, а также время передачи готовых узлов и агрегатов цехам-смежникам. Каждому типу производства соответствует определенная форма организации производства, которая подразделяется на стационарную, прямоточную и поточную форму.
Для разрабатываемого электроаппаратного отделения, принимаем прямоточную форму организации производства. При прямоточной форме предметы труда перемещаются по ряду специализированных позиций. Перемещение свободное на любую из незанятых позиций. Форма применяется в серийном производстве при ограниченном числе секций и средних объемах выпуска.
1.2 Оборудование и технологическая оснастка, которые
применяются в отделении
Оборудование, применяемое в электроаппаратном отделении:
1 - Тележка
2 - Электрошкаф аппаратный
3 - Станок сверлильный
4 - Урна для отходов
5 - Стол лужения и пайки
6 - Станок намоточный
7 - Стенд испытания А- 253
8 - Ванна для мойки аппаратов
9 - Стеллаж
10 - Установка для испытания «на пробой»
11 - Станок заточной
12 - Печь сушильная
13 - Шкаф для запасных частей
14 - Стол для ремонта приборов
15 - Стеллаж для комплектовки электроаппаратов
16 - Кран консольно – поворотный
1.3 Подъемно-транспортные средства, применяемые
на отделении
Количество подъемно-транспортных средств участка (отделения) устанавливают с учетом обеспечения:
- полной механизации подъемных, транспортных и складских работ;
- создания удобной транспортной связи между рабочими местами;
- обслуживания отдельных рабочих мест индивидуальными устройствами.
Грузоподъемность подъемно-транспортного оборудования определяется максимальной массой транспортируемой сборочной единицы.
Так как на проектируемом электроаппаратном участке имеется два отделения расположенных в отдельных помещениях: отделение по ремонту вспомогательных электрических машин и отделение по ремонту электрических аппаратов (смотри план участка), то в каждом из помещений предусматриваем по одой кран-балке. Грузоподъемность кран-балки в отделении по ремонту вспомогательных электрических машин принимаем равной 1 тонну, в отделении по ремонту электрических аппаратов - 0,5 тонны. Для транспортировки вспомогательных электрических машин целесообразно применять электрическую кару грузоподъемностью 1 тонны, для транспортировки мелких (штучных) электрических аппаратов – ручных тележек. Подъемно-транспортные средства представлены в таблице 2.
Таблица 2 – Ведомость подъемно-транспортного оборудования
электроаппаратного участка
|
Наименование |
Количество |
Технические характеристики |
Стоимость, млн. бел. руб. |
|
Кран-балка г/п 1 тонна |
1 |
Q=1 тонна, L=5,4 метра, P=7,8 кВт. |
106,9 |
|
Кран-балка г/п 0,5 тонны |
1 |
Q=0,5 тонны, L=5,4 метра, P=6,6 кВт. |
87,6 |
|
Кара электрическая г/п 1 тонна |
2 |
Q=1 тонна, P=15,6 кВт. |
97,7 |
|
Тележка ручная |
2 |
Q=50 кг, |
2,2 |
2 Организация и содержание работ по ремонту
контроллера машиниста
2.1 Способы диагностирования контроллера машиниста
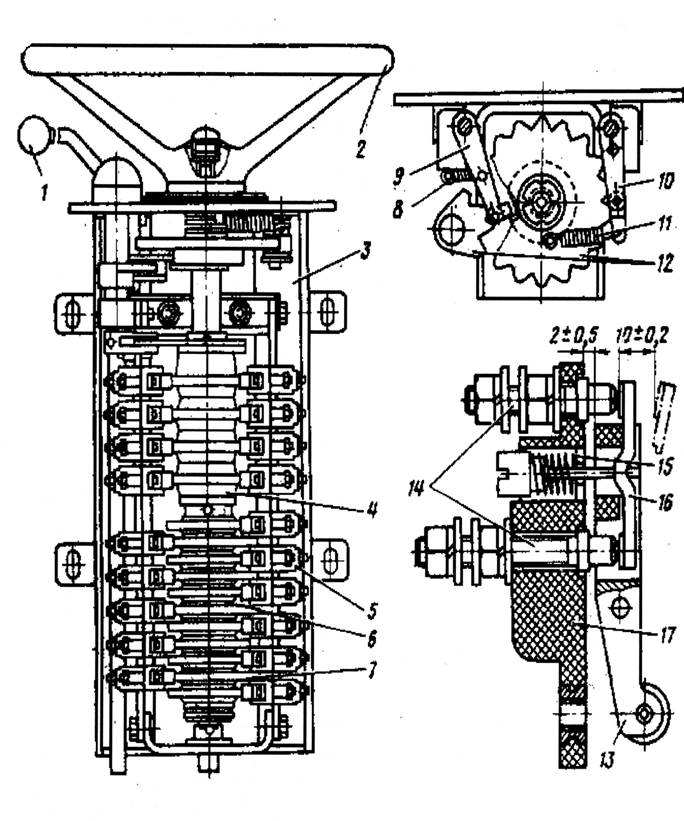
1 – реверсивная рукоятка; 2 – штурвал; 3 – корпус; 4 – реверсивный барабан; 5 – контактный элемент; 6 – главный барабан; 7 – кулачковая шайба; 8, 11, 15 – пружины; 9 – фиксатор;10, 13 – рычаги; 12 – храповик; 14 – контактный болт; 16 – мостик; 17 – изолятор.
Рисунок 1 – Контроллер машиниста КВ-1552
При диагностировании контроллера машиниста необходимо:
- открыть смотровую дверцу к контроллеру машиниста, предварительно отключив питание с аккумуляторных батарей;
- протереть детали контроллера техническими безворсовыми салфетками, смоченными бензином, а затем сухими;
- проверить состояние проводов, плотность контактов, наличие маркировки проводов;
- осмотреть кулачковые элемента, обратить внимание на состояние контактов;
- тщательно осмотрен, состояние штурвала, пружин, надежность крепления деталей;
- проверить четкость фиксации штурвала на рабочих позициях контроллера, отсутствие заеданий, плавность и четкость перехода по рабочим позициям, а также плотность крепления штурвала.
- проверить четкость фиксации на каждом положении штурвала, т. е. отсутствие заедания, плавность перехода из одного положения в другое, а так же отсутствие люфта;
- проверить работы узлов и деталей контроллера, т. е. кулачкового барабана, кулачковых элементов, пружин, храповика;
- проверить состояния подшипников, фиксатора, валиков, осей и других деталей;
- проверить плотности затяжки контактов в местах подсоединения перемычек из проводов или шин между кулачковыми элементами;
- осмотреть состояния главного и реверсивного кулачкового барабана;
- проверить состояния чистоты контактов с них удаляют только выступы. Углубления, если их площадь 1/3 рабочей поверхности контакта
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.