































tсбi – норма времени на сборку отдельных узлов и установку деталей и узлов (мин/шт);
tс.у. – время снятия и установки предметов труда с конвейера и на конвейер при
выполнении i-ой операции(мин);
Так как производство данного прибора мелкосерийное, то для расчёта штучного времени воспользуемся формулой:
Тштi=Топi*[1+(Аобсл+Арегл.п.)/100]
Аобсл – общее время обслуживания, выраженное в % от оперативного времени
(сумма времени на организационное и техническое обслуживание рабочего места) ;
Арегл.п. – время регламентированных перерывов (отдых, личные надобности, перерывы, обусловленные технологией и организацией производства), выраженное в % от оперативного времени;
В данном ПП воспользуемся значениями Аобсл=3.2+4.3=7.5 %
Арегл.п.=5+2.1=7.1 %
Кзi= (wрi/ wпi)*100
wpi – расчётное кол-во рабочих мест;
wпi – принятое кол-во рабочих мест;
Таблица № 2 .
|
N |
Наименование операции |
Наименование деталей |
Кол-во, шт. |
Норма времени на деталь мин |
Норма времени на все детали, мин |
Норма времени на операцию, мин |
Тшт, мин. |
wp шт. |
wп шт. |
Кз, % |
|
1 |
Формовка |
Резисторы |
23 |
0.2 |
4.6 |
|||||
|
Конденсаторы |
7 |
0.2 |
1.4 |
|||||||
|
Лужение |
Резисторы |
23 |
0.18 |
4.14 |
||||||
|
выводов |
Конденсаторы |
7 |
0.18 |
1.26 |
||||||
|
Монтаж |
Резисторы |
23 |
0.3 |
6.9 |
||||||
|
элементов |
Конденсаторы |
7 |
0.3 |
2.1 |
||||||
|
на плату |
Микросхемы |
22 |
0.15 |
3.3 |
||||||
|
Трансформ. |
1 |
2.1 |
2.1 |
|||||||
|
ИТОГО |
25.8 |
29.6 |
7.94 |
8 |
99 |
|||||
|
2 |
Пайка |
Резисторы |
23 |
1.2 |
27.6 |
|||||
|
элементов |
Конденсаторы |
7 |
1.2 |
13.2 |
||||||
|
Микросхемы |
22 |
3.7 |
81.4 |
|||||||
|
Трансформ. |
1 |
4.8 |
4.8 |
|||||||
|
ИТОГО |
127 |
145.5 |
31.99 |
32 |
99.97 |
|||||
|
3 |
Контроль. Подстройка |
Плата |
1 |
32 |
32 |
|||||
|
ИТОГО |
32 |
36.7 |
8.04 |
8 |
100.5 |
|||||
|
4 |
Промывка. Покрытие лаком. Сушка |
Плата |
1 |
10 |
10 |
|||||
|
Сборка устройства |
Устройство |
1 |
20 |
20 |
||||||
|
ОТК |
Устройство |
1 |
0.42 |
0.42 |
||||||
|
ИТОГО |
30.42 |
34.8 |
8.1 |
8 |
101 |
|||||
|
ИТОГО |
56 |
4) Определяем расчётное количество рабочих мест сборщиков на линии.
РМрасч= ;
;
РМрасч=8+32+8+8=56 раб.мест,
5) Определяем общее количество рабочих мест сборщиков на линии.
РМобщ.л.= РМрасч+ РМрез+ РМкомпл+ РМконтр;
РМрез – количество резервных мест (0.1 – 0.2 от РМрасч);
РМкомпл – количество комплектовщиков;
РМконтр – количество контролёров;
РМкомп. и РМконтр. – определяется из сложности комплектовки.
РМобщ.л.=56+5.6+2=63.6раб.мест,
Примем РМобщ.л.=64 раб.мест.
6) Рассчитаю параметры конвейера.
Скорость движения конвейера:
V=lo/r;
lo – шаг конвейера, расстояние между осями смежных предметов труда равномерно расположенных на конвейере, м.
V=0.6/4,9=0,12м/мин;
Длина рабочей зоны при выполнении i-ой операции:
lрабi=(lo*Топi)/r;
lраб1=(0.6*25.8)/4,9=3.2 м;
Расчёт по остальным операциям сведён в таблице.
Таблица № 3 .Расчёт длины рабочей зоны.
|
№оп |
Норма времени на операцию (Топi), мин |
Длина рабочей зоны, м |
|
1 |
25.8 |
3.2 |
|
2 |
127 |
15.6 |
|
3 |
32 |
3.9 |
|
4 |
30.42 |
3.7 |
Длина рабочей части конвейера при двухстороннем расположении предметов труда на поточной линии:
L= lo* (РМобщ.л.+1)/2
L=0.6*65/2=19.5 м;
Длина замкнутой ленты конвейера:
Lполн=2*L+2*П*R где,
П=3.14;
R – радиус приводного и натяжного барабана, м;
Lполн=2*19.5+2*3.14*0.6=42.77 м.
Для распределительного рабочего конвейера должно выполнятся условие:
Lполн=2*L+2*П*R![]() lo*П*К
lo*П*К
П – период (комплект номеров) распределительного конвейера;
К – число повторений периодов на полной длине конвейера (целое число).
П=НОК { wп1; wп2 … wп4};
НОК – наименьшее общее кратное;
П=НОК {8;32;8;8}=32,
К= Lполн/(П* lo)
К=42.77/(32*0.6)=2.228 примем К=3
lo*П*К=0.6*32*3=57.6 (условие выполняется).
Составлю систему адресации ячеек конвейера по рабочим местам и закрепление разметочных знаков за рабочими местами.
Таблица № 4 .Система адресации ячеек по рабочим местам.
|
№оп |
Принятое кол-во рабочих мест |
№ рабочего места |
Знаки закреплённые за номерами |
Число закреплённых знаков за рабочим местом |
||||||||||||||||||||||||||||||||
|
1 |
8 |
1 2 3 4 5 6 7 8 |
|
4 4 4 4 4 4 4 4 |
||||||||||||||||||||||||||||||||
|
2 |
32 |
1 2 3 4 5 6 7 8 9 ... ... 28 29 30 31 32 |
1 2 3 4 5 6 7 8 9 ... ... 28 29 30 31 32 |
1 1 1 1 1 1 1 1 1 ... ... 1 1 1 1 1 |
||||||||||||||||||||||||||||||||
|
3 |
8 |
1 2 3 4 5 6 7 8 |
|
4 4 4 4 4 4 4 4 |
||||||||||||||||||||||||||||||||
|
4 |
8 |
1 2 3 4 5 6 7 8 |
|
4 4 4 4 4 4 4 4 |
7) Часовая производительность ОНПЛ.
Чп=1/r; где r=4,9/60=0,08час;
Чп=1/0.08=12,5шт/час;
Часовая производительность ОНПЛ в кг/час:
qчп=Чп*Q;
Q – средняя масса единицы изделия, кг;
Q=0.4 кг;
qчп=12,5*0.4=5 кг/час.
8) Установленная мощность двигателя конвейера.
Руст=0.736*W;
W – мощность потребляемая конвейером, л.с.
W=1.2*[(0.1*Lполн*V*Qк)/36+(0.16* Lполн* qчп)/270]
Qк – масса ленты конвейера, кг;
Для нашего производства воспользуемся ленточным конвейером РТЛ-5000(тип ленты с тканевыми прокладками). Его данные: масса одного метра квадратного равна 43 кг, ширина ленты – 1.2 м. Тогда:
Qк=1.2*42.8*43=2208.5кг.
W=1.2*[(0.1*42.8*0.12*2208.5)/36+(0.16*42.8*5)/270]=3.796
Руст=0.736*3.796 =2.794 кВт/час.
9) Величины заделов на поточной линии.
Технологический задел (без резервных мест):
Zтех= nтр * ;
;
Zтех=10*(8+16+8+8)=560 шт.
Транспортный задел:
Zтр= nтр*( РМобщ.л.-1);
Zтр=10*(64-1)=630 шт.
Страховой задел(резервный):
Zрез=(![]() tперi)/r;
tперi)/r;
tперi – средний перерыв в работе одного рабочего на i-ой операции,мин;
Zрез= (25.8*0.146+127*0.146+32*0.146+30.42*0.146)/4.9=6.4127 шт.
Общая величина задела ОНПЛ:
Zобщ= Zтех+ Zтр+ Zрез;
Zобщ=560+630+7=1197 шт.
10). Определим длительность производственного цикла.
Так как в нашем производстве предмет труда перемещается до первой операции и после последней операции, то:
tц=(2* РМобщ.л.+1)*r
tц=(2*64+1)*4,9=632.1 мин.
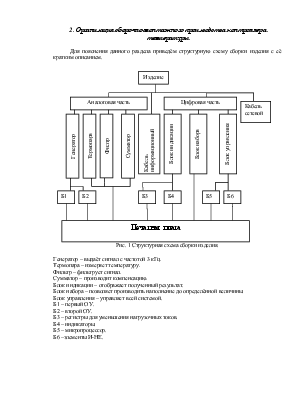
Исходя из проведённых в данном разделе расчётов составляем техниконормировачную карту на сборку изделия на конвейере по следующей
Таблица № 5 . Технико-нормировачная карта.
|
Участок |
Сборный |
Изделие |
Контроллер температуры |
||
|
Тип конвейера |
Ленточный |
Расстояние между цен- трами, м |
0.6 |
Такт, мин/шт |
4,9 |
|
Ритм, шт/мин |
49 |
||||
|
N |
Наименование операции |
Наименование деталей |
Кол-во, шт. |
Норма времени на деталь мин |
Норма времени на все детали, мин |
Норма времени на операцию, мин |
Тшт, мин. |
wp шт. |
wп шт. |
Кз, % |
|
1 |
Формовка |
Резисторы |
23 |
0.2 |
4.6 |
|||||
|
Конденсаторы |
7 |
0.2 |
1.4 |
|||||||
|
Лужение |
Резисторы |
23 |
0.18 |
4.14 |
||||||
|
выводов |
Конденсаторы |
7 |
0.18 |
1.26 |
||||||
|
Монтаж |
Резисторы |
23 |
0.3 |
6.9 |
||||||
|
элементов |
Конденсаторы |
7 |
0.3 |
2.1 |
||||||
|
на плату |
Микросхемы |
22 |
0.15 |
3.3 |
||||||
|
Трансформ. |
1 |
2.1 |
2.1 |
|||||||
|
ИТОГО |
25.8 |
29.6 |
7.94 |
8 |
99 |
|||||
|
2 |
Пайка |
Резисторы |
23 |
1.2 |
27.6 |
|||||
|
элементов |
Конденсаторы |
7 |
1.2 |
13.2 |
||||||
|
Микросхемы |
22 |
3.7 |
81.4 |
|||||||
|
Трансформ. |
1 |
4.8 |
4.8 |
|||||||
|
ИТОГО |
127 |
145.5 |
31.99 |
32 |
99.97 |
|||||
|
3 |
Контроль. Подстройка |
Плата |
1 |
32 |
32 |
|||||
|
ИТОГО |
32 |
36.7 |
8.04 |
8 |
100.5 |
|||||
|
4 |
Промывка. Покрытие лаком. Сушка |
Плата |
1 |
10 |
10 |
|||||
|
Сборка устройства |
Устройство |
1 |
20 |
20 |
||||||
|
ОТК |
Устройство |
1 |
0.42 |
0.42 |
||||||
|
ИТОГО |
30.42 |
34.8 |
8.1 |
8 |
101 |
|||||
|
ИТОГО |
56 |
2.3. Выбор и определение количества технологического оборудования, оснастки и инструмента согласно технологического процесса
Стоимость основного оборудования возьмём из справочных данных(с учётом коэффициентов пересчёта, взятых в НЭГ №2, 95г; №1, 96г; №4, 97г; №2, 98г; №8, 2001г; №8, 2002г; Республика №6).Выбираем оборудование в соответствии с нашим количеством рабочих мест. Источник: см. литературу п.2
Коэф. пересчёта: 2,05*(51763*0,1)*2,8935*1,3*1,843*9,4989*2,5318*1,3847*0,001=2450
Таблица № 6 .Технологическое оборудование, оснастка и инструмент.
|
№ |
Виды работ. |
Тех.оборудова-ние, оснастка, инструмент. |
Модель, шифр, тип |
Перв. ст-сть об-я, руб |
Коэф.пере-счёта |
Ст-сть об-я на 2002 г тыс.руб. |
Кол-во единиц об-я. |
Потреб. мо-сть ед.обор-ия, кВт. |
|
1 |
Формовка. |
Устройство для формовки выводов элементов. |
ГГ1420-4023 |
600 |
2450 |
1470 |
2 |
0.1 |
|
Лужение выводов. |
Ванна для лужения. |
ГГ0867-4003 |
500 |
2450 |
1225 |
2 |
0.6 |
|
|
Монтаж элемен-тов на плату. |
Полуавтомат укладки элементов на плату. |
ГГ-2311 |
5000 |
2450 |
12250 |
6 |
0.2 |
|
|
2 |
Пайка элемен-тов. |
Установка пайки. |
АП-9 |
1000 |
2450 |
2450 |
22 |
0.6 |
|
Автомат пайки микросхем. |
АПМ-1 |
8200 |
2450 |
20090 |
12 |
0.6 |
||
|
3 |
Контроль. Подстройка. |
Приспособление для визуального контроля. |
ГГ63669/012 |
100 |
2450 |
245 |
10 |
0.05 |
|
4 |
Промы-вка. Покрытие лаком. Сушка. |
Шкаф сушильный. |
Завод Электр- одело |
50 |
2450 |
122,5 |
6 |
0.6 |
|
Ванна для обезжиривания, флюсования и отмывки. |
ГГ0867-4021 |
200 |
2450 |
490 |
4 |
0.6 |
![]()
2.4. Определение численности других категорий работающих
Исходя из типа производства, численность других категорий рабочих и контролёров ОТК равна:
Рвсп=Рсд*0.085=64*0.085=5.44 чел.
Ротк=Рсд*0.055=64*0.055=3.52чел.
Примем Рвсп=6 человека, Ротк=4 человека..
Таблица № 7 .Численный и профессионально-квалифицированный состав рабочих.
|
Наименование профессии. |
Численность рабочих, чел. |
|||||||
|
всего |
в том числе по разрядам |
в том числе на окладе |
||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
|||
|
Основные рабочие. |
||||||||
|
Лудильщик де- талей приборов. |
4 |
2 |
2 |
|||||
|
Монтажник радиодеталей. |
6 |
4 |
2 |
|||||
|
Паяльщик радиодеталей. |
34 |
22 |
12 |
|||||
|
Измеритель электрических параметров. |
4 |
4 |
||||||
|
Регулировщик апаратуры |
6 |
6 |
||||||
|
Слесарь-сборщик апаратуры. |
10 |
6 |
4 |
|||||
|
Итого … |
64 |
6 |
32 |
20 |
6 |
|||
|
Вспомогательные рабочие. |
||||||||
|
Слесарь-ремонтник. |
2 |
2 |
||||||
|
Распределитель работ. |
2 |
2 |
||||||
|
Кладовщик. |
4 |
4 |
||||||
|
Уборщик прои-зводственных помещений |
2 |
2 |
||||||
|
Итого… |
10 |
2 |
2 |
6 |
||||
|
Всего |
74 |
6 |
34 |
22 |
6 |
6 |
||
Определю численность мастеров:
Рм=Робщ/Ну, где Ну – норма управляемости взятая из см. литературу п.2 стр.121 табл3.27.
Рм=74/29=2.55 =3 чел.
Таблица № 8 .Численность мастеров.
|
Наименование категории и должности работников. |
Разряд работ. |
Тарифные коэффициенты. |
Количество человек. |
|
Мастер |
13 |
3.04 |
1 |
|
Старший мастер |
14 |
3,25 |
1 |
|
Начальник участка |
17 |
3.98 |
1 |
Таблица № 9.Распределение рабочих по бригадам.
|
Тип бригады. |
Выполняемая работа. |
Кол-во бригад. |
Кол-во работа-ющих, чел. |
Профессия рабочих |
|
Комплексная с полным разде-лением труда. |
Подготовка ра-диоэлементов и микросхем. Сборка и мон-таж узлов на печатных пла-тах. Проверка узлов по электричес-ким параметрам |
1 |
74 |
Слесарь-сборщик а- ратуры, лудильщик дета-лей. Монтажник деталей, паяльщик деталей. Измеритель электрических параметров, регулировщик аппаратуры. |
Составлю схему управления участком.
 |
Рис.3 Составлю схему управления участком.
2.5. Планирование площадей сборочно-монтажного цеха
Производственная площадь участка определяется планировочными решениями подразделений основного производства, рациональным размещением оборудования с соблюдением необходимой ширины проходов, длиной рабочей части конвейера, расстояний между элементами здания, которые приведены в таблице№10.
Таблица № 10.Нормы расстояний.
|
Тип конвейера. |
Расстояние. |
Норма, мм. |
|
Горизонтально-замкнутый. |
от стен или колон здания до рабочей зоны |
1200 |
|
от стен или колон здания до торца конвейера |
1500 |
|
|
размер рабочей зоны |
800 |
Исходя из имеющихся данных, определим производственную площадь участка(ППУ).
Sосн=H*B;
Н – ширина ППУ, м;
В – длина ППУ, м;
Н=1.2+(0.8+1.2)*2=5.2 м;
В=19.5+1.5*2=22.5 м;
Sосн=5.2*22.5=117![]() ;
;
Производственная площадь
участка, полученная на основе технологической планировки, уточняется по нормативам
удельной площади от 3 до 5 ![]() на единицу
оборудования.
на единицу
оборудования.
Sосн=117+4*27=225![]() ;
;
Вспомогательная площадь внутри участка составляет
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.