В основу организации производства положен принцип специализации участ- ков по видам работ.
![]()
где П - годовой объем выпуска, секция; п - число однотипных сборочных единиц в секции.
![]() ч.
ч.
Полученное значение такта выпуска округляем до величины Т, удобной в оперативном планировании (целого часа или получаса Т=3ч), и определяем скорректированное значение годового объема выпуска.
П=Ф/(Т-п),
П = 1967/ (3 • 6) = 110 секций в год.
Во всех дальнейших расчетах будем оперировать величиной годового объема выпуска, равной П = 110 единицы в год.
2.1.4 Разработка сетевого графика капитального ремонта тягового электродвигателя
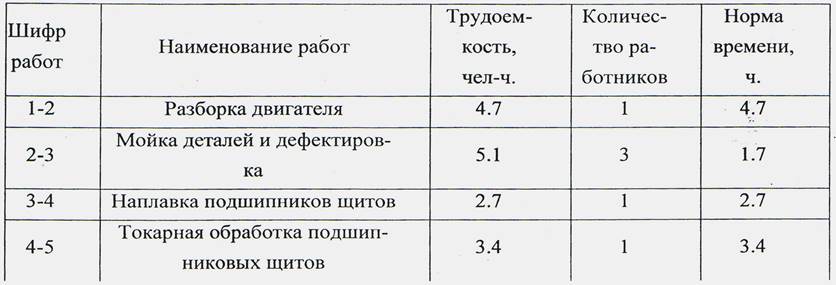
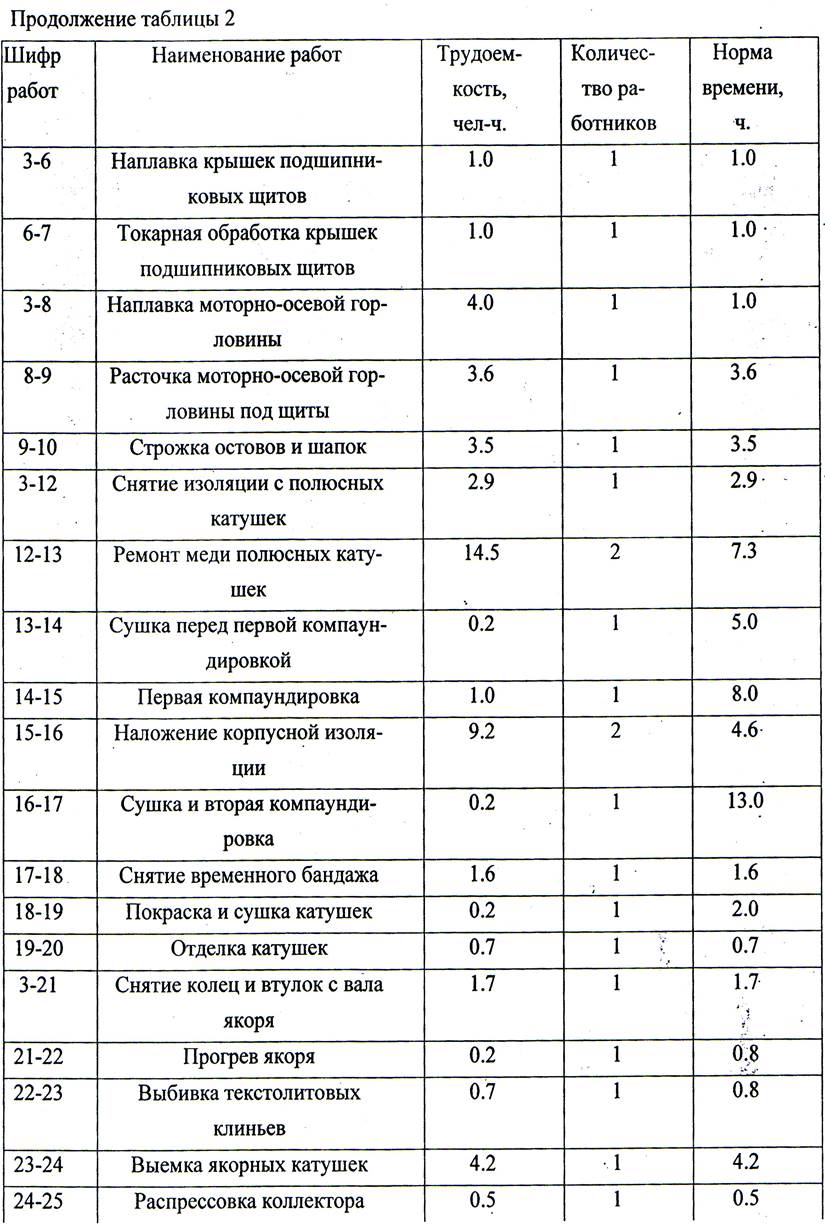
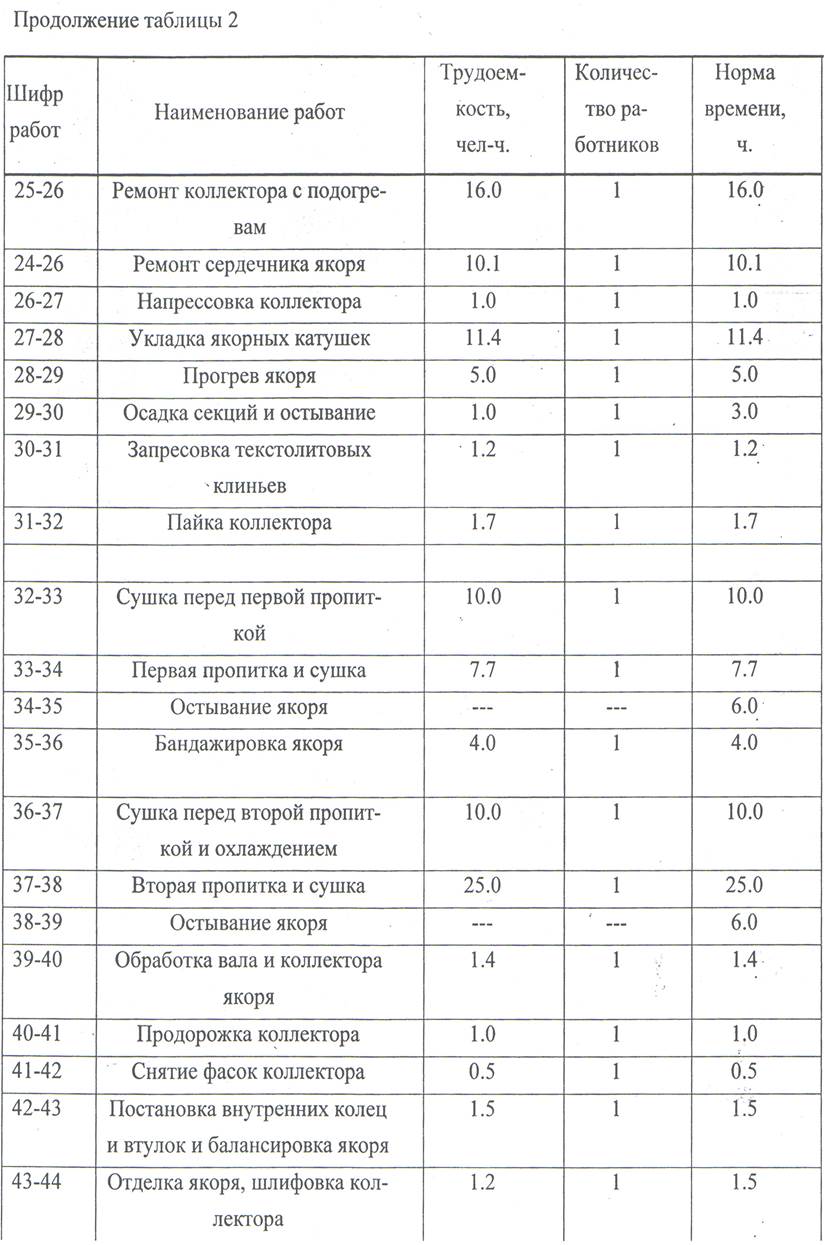
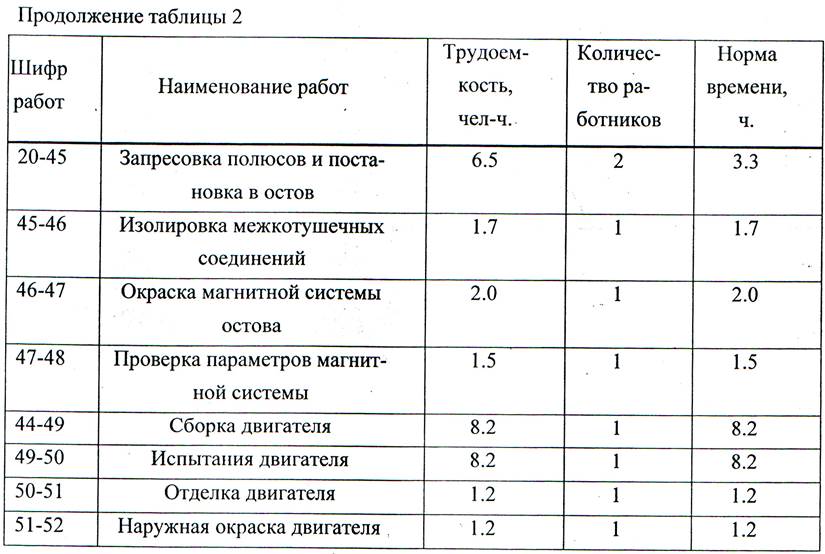
Таблица 2 - Перечень последовательных и параллельных работ, выполняемых при капитальном ремонте тягового электродвигателя
2.1.5 Определение оборотного задела сборочных единиц, потребного количества ремонтных позиций, а также мест для сборочных единиц, ожидающих ремонта или постановки после ремонта
Оборотный задел создается в условиях обезличенного ремонта при запаздывании готовности ремонтируемой сборочной единицы на сборку объекта, с которого она была снята в ремонт.
В отделении по ремонту тяговых электродвигателей проверяем необходимость наличия оборотного задела по якорям,
3i=(Тр-Тм)/Т, где Тр - простой в ремонте данной сборочной единицы, ч;
Тм - время от момента снятия сборочной единицы до начала ее монтажа на том же объекте, ч.
3i = (224,9 - 360) / 3 = - 45 ед.
Согласно расчету создавать оборотный задел нет необходимости.
2.1.7 Определение потребного оборудования
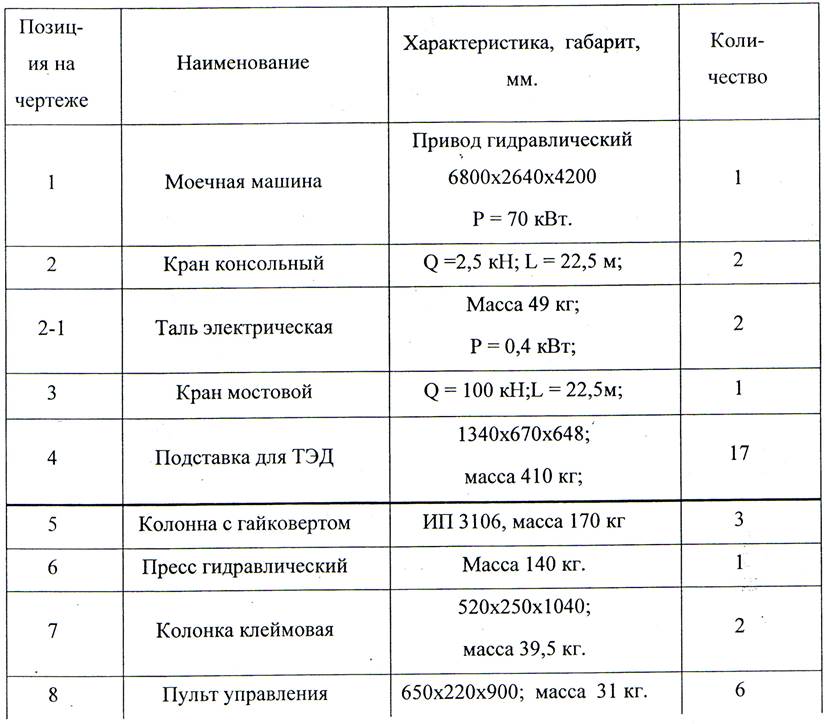
Составление ведомости оборудования. Расчет необходимого количества оборудования ведется отдельно, по каждому его наименованию.
Ki = qi • П /Фоб,
где qi - загрузка оборудования i-го тина на ремонтируемую секцию тепловоза, агрегато-ч/секцию; принимается по ведомостям оборудования ремонтных цехов и заводским данным.
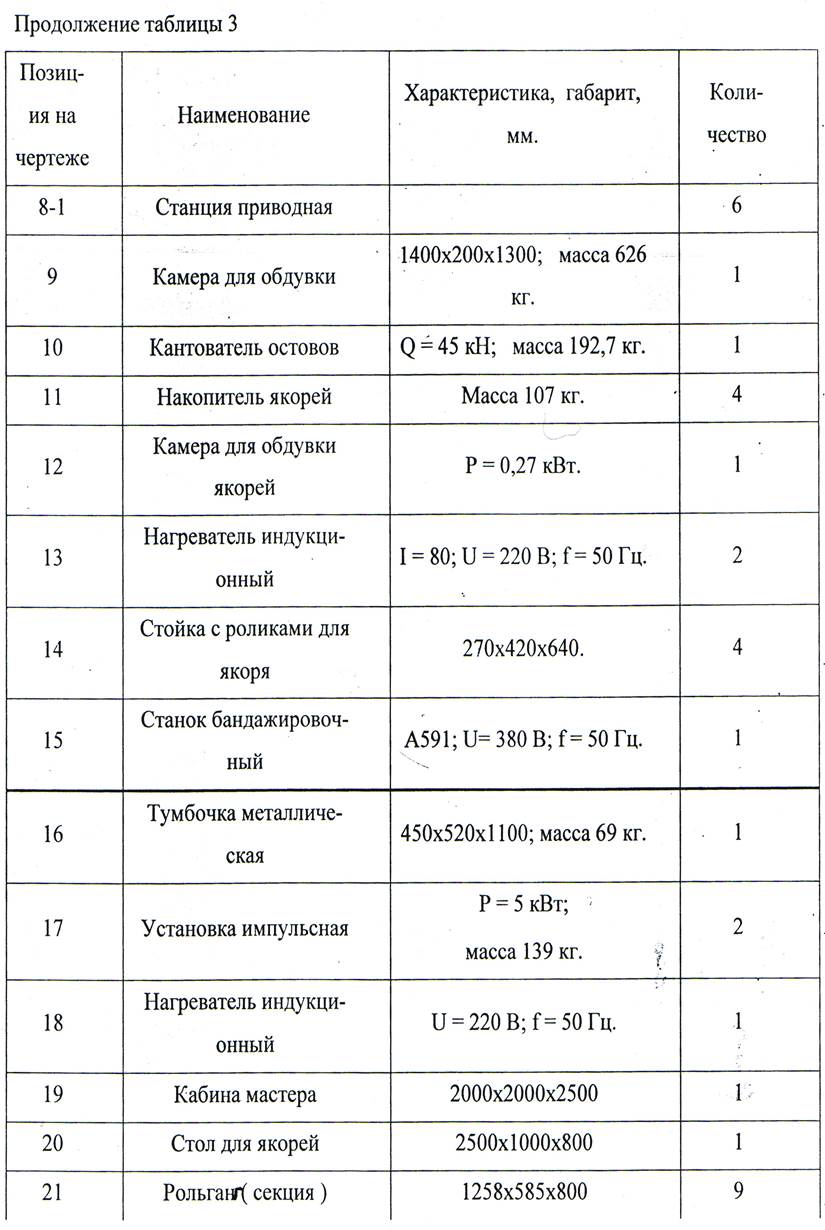
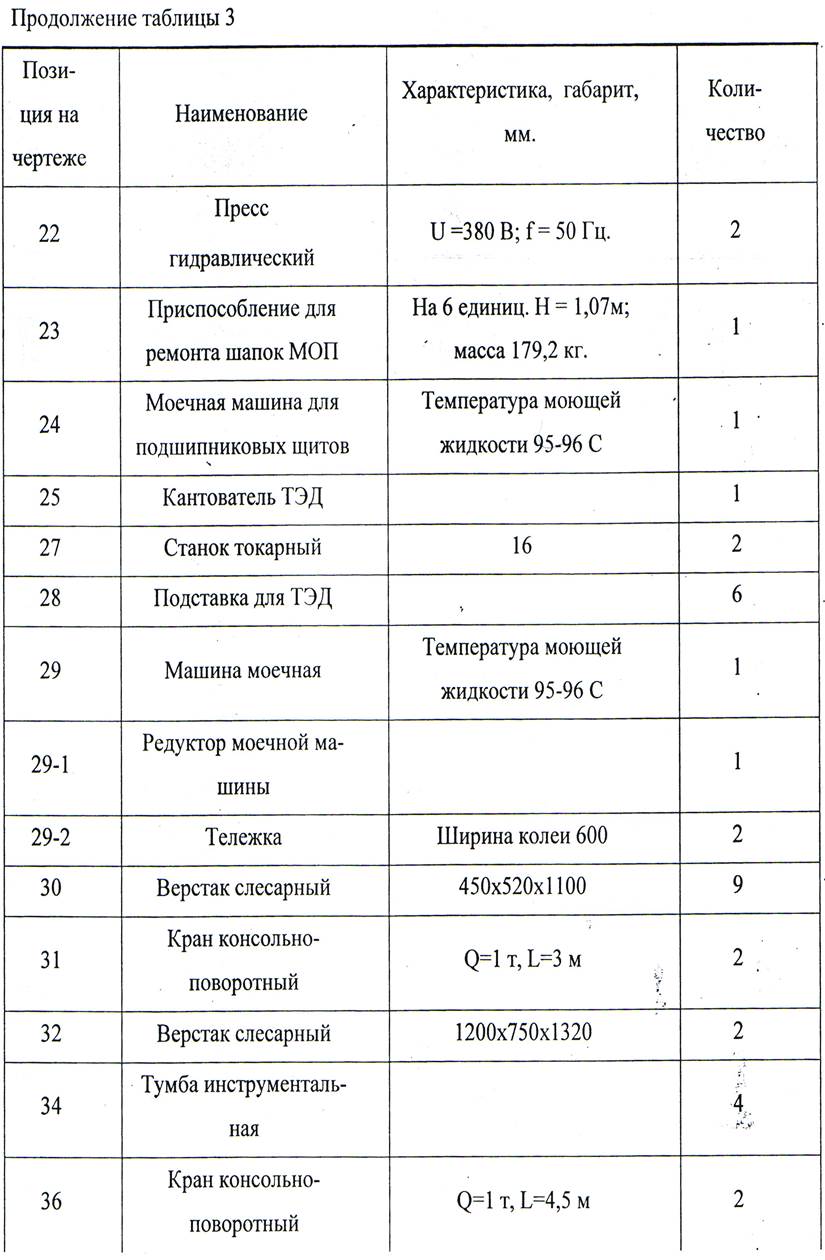
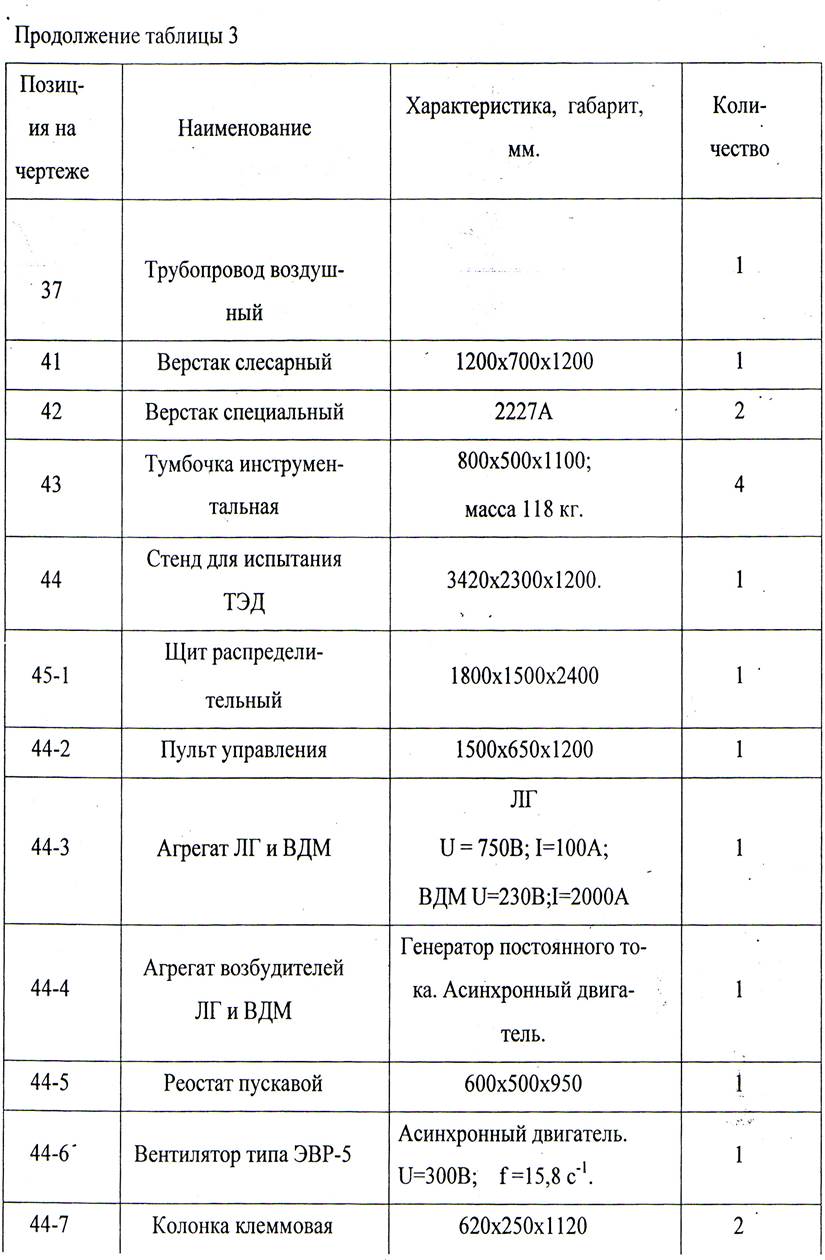
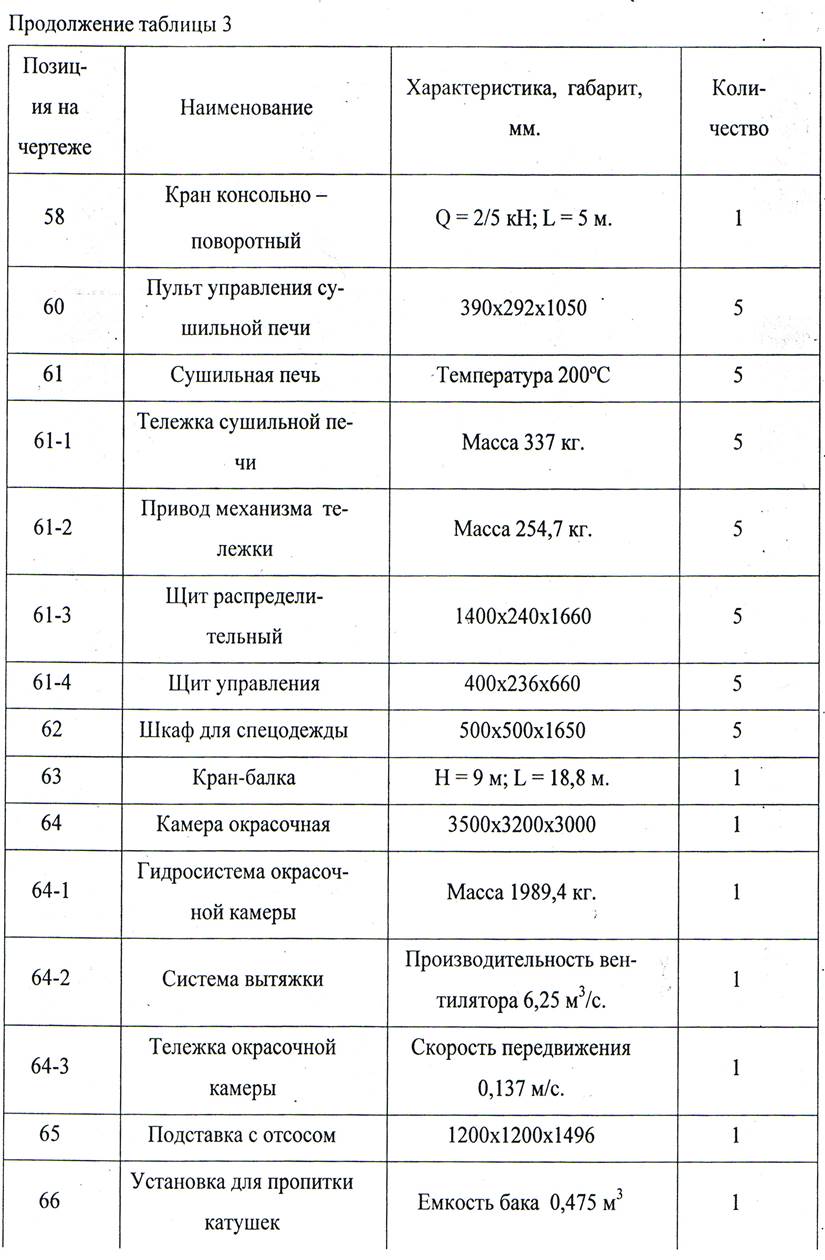
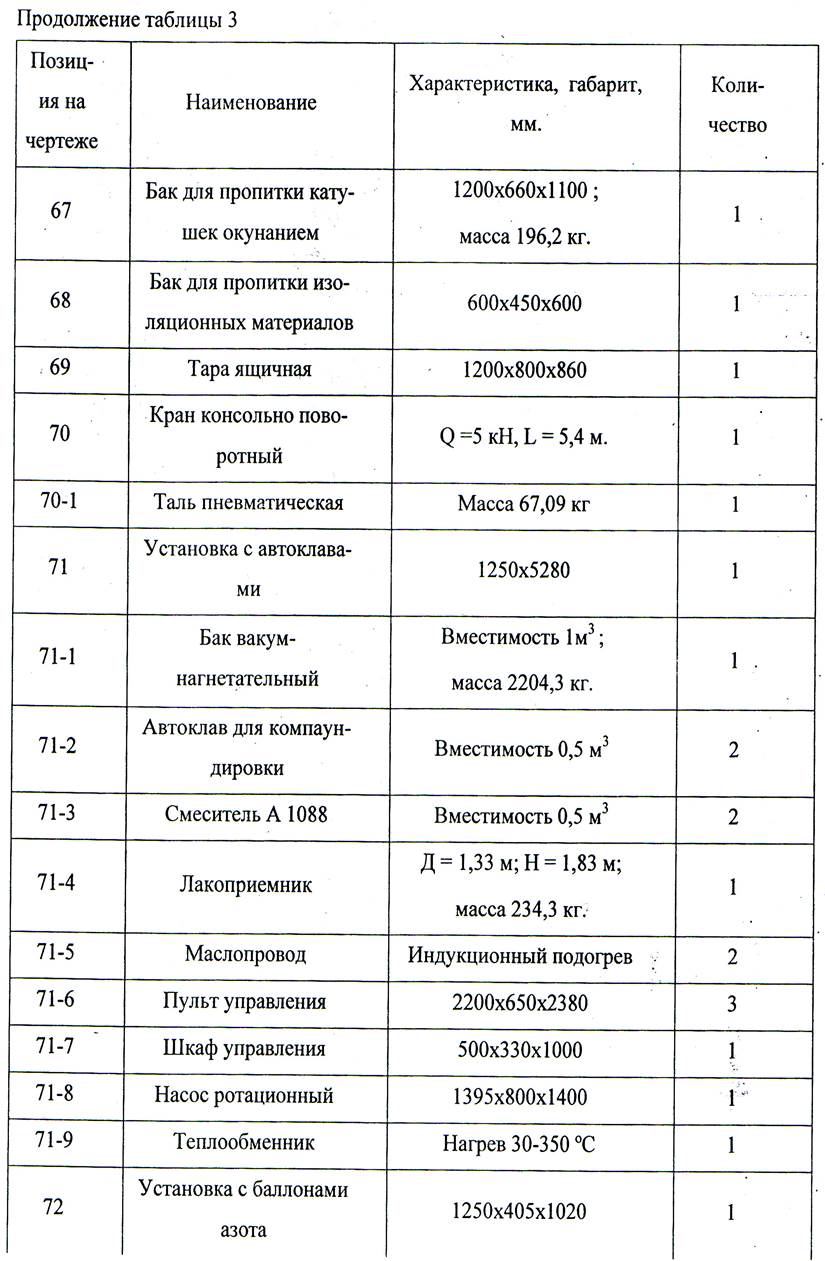
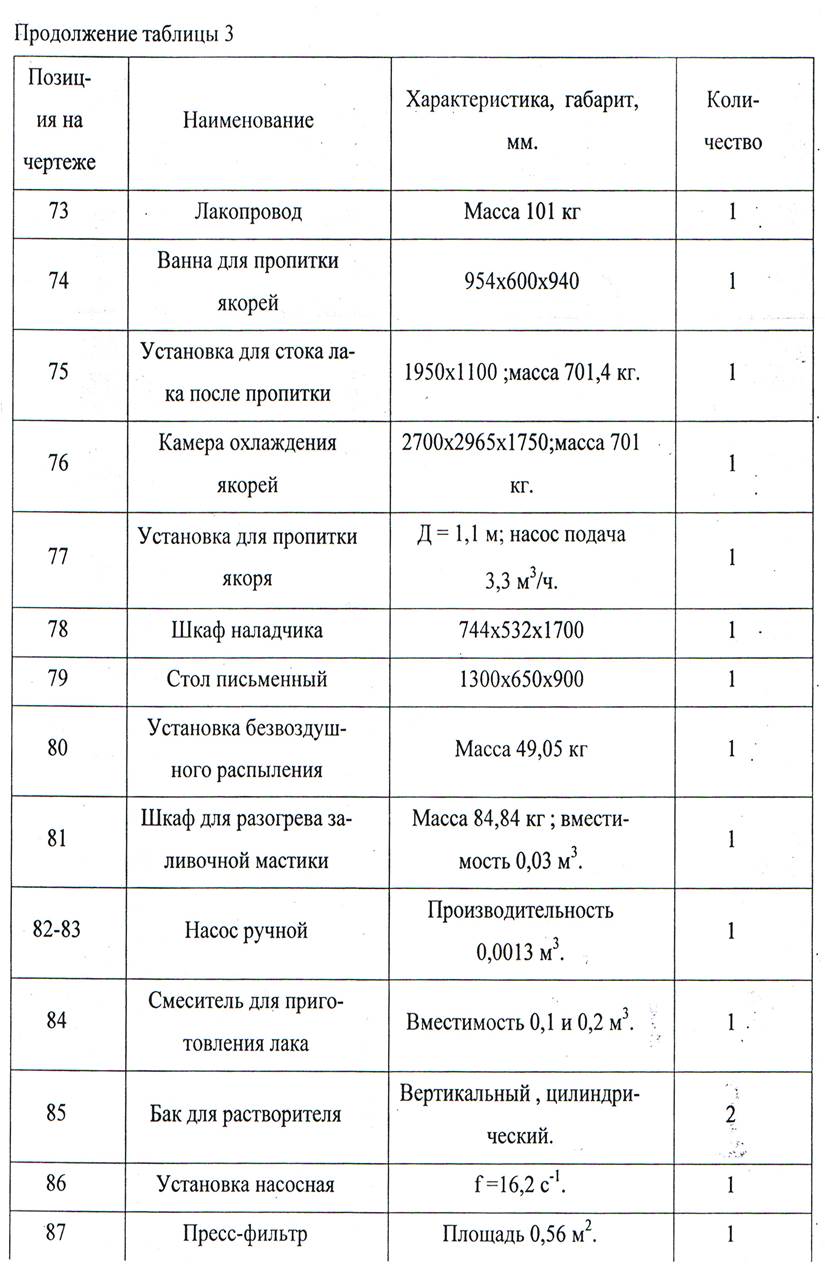
Результаты расчетов приведены в таблице 3.


2.1.8 Расчет работников отделения
Число производственных рабочих списочного контингента определяется делением трудоемкости годового объема выпуска на соответствующий фонд рабочего времени:
![]()
где ![]() -
трудоемкость работ на ремонтируемую секцию, чел.ч/секцию.
-
трудоемкость работ на ремонтируемую секцию, чел.ч/секцию.
![]() чел.
чел.


51 49
Число вспомогательных рабочих цеха
 , где
, где ![]() - процент вспомогательных рабочих по
отношению к производственным,
- процент вспомогательных рабочих по
отношению к производственным,
![]() = 15,2.
= 15,2.
 .
.
Потребность в административно-техническом персонале (АТП), счетно-конторском персонале (СКП) и младшем обслуживающем персонале (МОП)
 ;
;
где аi - процент работников данной категории по отношению к кадровым рабочим цеха;
![]() - число кадровых рабочих цеха.
- число кадровых рабочих цеха.
![]() .
.
![]() чел.
чел.
 чел.
чел.
 чел.
чел.
 чел.
чел.
Общая численность работающих в отделении
![]()
![]() чел.
чел.
2.1.9 Определение площади и размеров отделения.
Ориентировочно потребная площадь отделения
![]() ;
;
где fi - норматив площади на секцию тепловоза, м2/секция.
![]() м2.
м2.
Длина проектируемого отделения должна соответствовать длине главного пролета тепловозного цеха, так как расположение всех ремонтных цехов с целью сокращения транспортных издержек и величины производственного цикла предусматривается в одном блоке (комбинате)
![]()
где I1 – длина позиции (секции тепловоза ),м
NП – число позиций на одной поточной линии главного пролета тепловозного отделения;
I2 – разрыв между смежными позициями, м;
b – ширина поперечного транспортного проезда для машин, м;
I3 – расстояние от торцевой стены отделения до секции тепловозам, м.
![]()
![]()
Полученное расчетом значение длины отделения в соответствии со строительными нормами округляем до величины кратной 12.
Lц = 60м.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.