1. Технические характеристики механизма. Требования к САУ электропривода
В группу строгальных станков входят поперечно- и продольно-строгальные станки. Характерная особенность – возвратно поступательное перемещение резца или детали с режимом строгания или прямом ходе и осуществление поперечной подачи после каждого одинарного или двойного хода резца или детали.
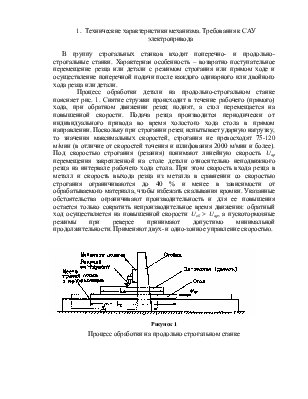
Процесс обработки детали на продольно-строгальном станке поясняет
рис. 1. Снятие стружки происходит в течение рабочего (прямого) хода, при
обратном движении резец поднят, а стол перемещается на повышенной скорости.
Подача резца производится периодически от индивидуального привода во время
холостого хода стола в прямом направлении. Поскольку при строгании резец
испытывает ударную нагрузку, то значения максимальных скоростей, строгания не
превосходят 75-120 м/мин (в отличие от скоростей точения и шлифования 2000
м/мин и более). Под скоростью строгания (резания) понимают линейную скорость Uпр
перемещения закрепленной на столе детали относительно неподвижного резца на
интервале рабочего хода стола. При этом скорость входа резца в металл и
скорость выхода резца из металла в сравнении со скоростью строгания
ограничиваются до 40 % и менее в зависимости от обрабатываемого материала,
чтобы избежать скалывания кромки. Указанные обстоятельства ограничивают
производительность и для ее повышения остается только сократить
непроизводительное время движения: обратный ход осуществляется на повышенной
скорости Uоб > Uпр, а
пускотормозные режимы при реверсе принимают допустимо минимальной продолжительности.
Применяют двух- и одно-зонное управление скоростью.
Рисунок 1
Процесс обработки на продольно строгальном станке
К электроприводу и схеме управления предъявляются требования:
- главный привод станка должен быть реверсивным, чтобы обеспечивать перемещение стола в обе стороны. Диапазон регулирования скорости D=15÷40, при постоянной мощности.
- заданная скорость привода должна поддерживаться автоматически во всём диапазоне с точностью до ±5% при изменении нагрузки от 0,1 до 1,25 от номинального момента.
- для главного привода продольно-строгальных станков целесообразно использовать двигатели, обладающих повышенной перегрузочной способностью и пониженным моментом инерции. Также двигатели могут обеспечивать меньшее время пуска и торможения. Для выполнения указанных требований в главном приводе продольно-строгальных станков используют, как правило, двигатели постоянного тока.
- привод должен обеспечивать скорость рабочего хода 75-100 м/мин, а скорость обратного хода значительно больше скорости резания.
2. Выбор системы ЭП и типоразмера ЭД
Правильный выбор системы регулирования связан с технико-экономическим анализом нескольких вариантов систем.
Реостатное регулирование не подходит в связи с ограничением диапазона регулирования и большими потерями на добавочном сопротивлении.
Частотное регулирование также не подходит из-за ограниченного диапазона (D<10). Из-за необходимости вводить специальные устройства ограничения тока якоря, отказываемся от одноконтурной системы постоянного тока.
Выбираем систему постоянного тока, двухзонную подчинённого регулирования с подчинёнными контурами тока возбуждения и тока якоря.
Выбираем ЭД постоянного тока независимого возбуждения серии 2ПФ:
2ПФ250МГУХЛ4 [1, стр 386]
Исходные данные ЭД:
|
Номинальная мощность, кВт |
Рн |
37 |
|
Номинальное напряжение, В |
Uн |
440 |
|
Номинальная частота вращения об/мин |
nн |
1060 |
|
Максимальная частота вращения об/мин |
nmax |
2500 |
|
КПД, % |
КПД |
85 |
|
Сопротивление обмотки якоря. Ом |
Rя 15ºС |
0,152 |
|
Сопротивление добавочных полюсов, Ом |
Rдп 15ºС |
0,078 |
|
Сопротивление обмотки возбуждения, Ом |
Rв 15ºС |
28,7 |
|
Номинальное напряжение обмотки возбуждения, В |
UВн |
220 |
|
Момент инерции двигателя, кг∙м2 |
Jдв |
1,22 |
Со встроенным мотор-вентилятором и тахогенератором типа ТС-1.
Рассчитаем параметры ЭД:
Номинальный ток якоря:
 А
А
Номинальная частота вращения двигателя:
 рад/с
рад/с
3. Выбор силового оборудования и расчёт параметров электропривода.
Приведённые к рабочей температуре сопротивления:
![]() Ом.
Ом.
где Rяд – сопротивления обмотки якоря;
Rдп – сопротивление обмотки добавочных полюсов;
α=3,9∙10-3
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.