2 ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА И
ОБОРУДОВАНИЯ ДЛЯ РЕМОНТА РАМЫ ТЕЛЕЖКИ
2.1 Проектирование технологического процесса ремонта рамы тележки
2.1.1 Основные неисправности рамы тележки и составление технологической схемы ремонта
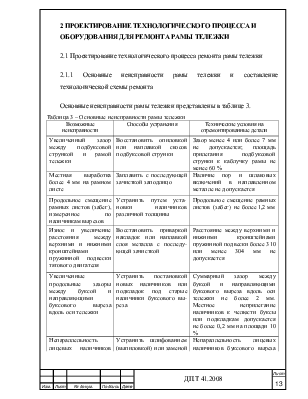
Основные неисправности рамы тележки представлены в таблице 3.
Таблица 3 – Основные неисправности рамы тележки
|
Возможные неисправности |
Способы устранения |
Технические условия на отремонтированные детали |
|
Увеличенный зазор между подбуксовой стрункой и рамой тележки |
Восстановить опиловкой или наплавкой скосов подбуксовой струнки |
Зазор менее 4 или более 7 мм не допускается; площадь прилегания подбуксовой струнки к каблучку рамы не менее 60 % |
|
Местная выработка более 4 мм на рамном листе |
Заплавить с последующей зачисткой заподлицо |
Наличие пор и шлаковых включений в наплавленном металле не допускается |
|
Продольное смещение рамных листов (забег), измеренное по наличникам вырезов |
Устранить путем установки наличников различной толщины |
Продольное смещение рамных листов (забег) не более 1,2 мм |
|
Износ и увеличение расстояния между верхними и нижними кронштейнами пружинной подвески тягового двигателя |
Восстановить приваркой накладок или наплавкой слоя металла с последующей зачисткой |
Расстояние между верхними и нижними кронштейнами пружинной подвески более 310 или менее 304 мм не допускается |
|
Увеличенные продольные зазоры между буксой и направляющими буксового выреза вдоль оси тележки |
Устранить постановкой новых наличников или подкладок под старые наличники буксового выреза |
Суммарный зазор между буксой и направляющими буксового выреза вдоль оси тележки не более 2 мм. Местное неприлегание наличников к челюсти буксы или подкладкам допускается не более 0,2 мм на площади 10 % |
|
Непараллельность лицевых наличников буксового выреза |
Устранить шлифованием (выпиловкой) или заменой наличников |
Непараллельность лицевых наличников буксового выреза более 0,5 мм не допускается |
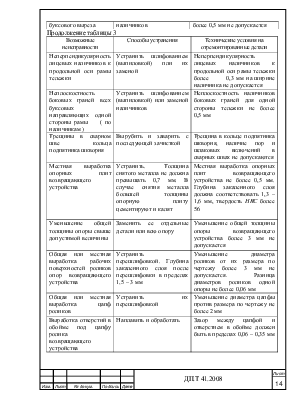
Продолжение таблицы 3
|
Возможные неисправности |
Способы устранения |
Технические условия на отремонтированные детали |
|
|
Неперпендикулярность лицевых наличников к продольной оси рамы тележки |
Устранить шлифованием (выпиловкой) пли их заменой |
Неперпендикулярность лицевых наличников к продольной оси рамы тележки более 0,3 мм на ширине наличника не допускается |
|
|
Неплоскостность боковых граней всех буксовых направляющих одной стороны рамы ( по наличникам ) |
Устранить шлифованием (выпиловкой) или заменой наличников |
Неплоскостность наличников боковых граней для одной стороны тележки не более 0,5 мм |
|
|
Трещины в сварном шве кольца подпятника шкворня |
Вырубить и заварить с последующей зачисткой |
Трещина в кольце подпятника шкворня, наличие пор и шлаковых включений в сварных швах не допускаются |
|
|
Местная выработка опорных плит возвращающего устройства |
Устранить. Толщина снятого металла не должна превышать 0,7 мм. В случае снятия металла большей толщины опорную плиту цементируют и калят |
Местная выработка опорных плит возвращающего устройства не более 0,5 мм. Глубина закаленного слоя должна соответствовать 1,3 – 1,6 мм, твердость HRCболее 56 |
|
|
Уменьшение общей толщины опоры свыше допустимой величины |
Заменить ее отдельные детали или всю опору |
Уменьшение общей толщины опоры возвращающего устройства более 3 мм не допускается |
|
|
Общая или местная выработка рабочих поверхностей роликов опор возвращающего устройства |
Устранить перешлифовкой. Глубина закаленного слоя после перешлифовки в пределах 1,5 – 3 мм |
Уменьшение диаметра роликов от их размера по чертежу более 3 мм не допускается. Разница диаметров роликов одной опоры не более 0,06 мм |
|
|
Общая или местная выработка цапф роликов |
Устранить их перешлифовкой |
Уменьшение диаметра цапфы против размера по чертежу не более 2 мм |
|
|
Выработка отверстий в обойме под цапфу ролика возвращающего устройства |
Наплавить и обработать |
Зазор между цапфой и отверстием в обойме должен быть в пределах 0,06 – 0,35 мм |
|
|
Зазоры и забоины на рабочих поверхностях гнезда |
Опоры зачистить или отшлифовать, если повреждения поверхности более 40 % |
Шаровая поверхность гнезда опоры после ее обработки должна прилегать по калибру, на площади не менее 70 % |
|
![]() Структурная схема ремонта рамы тележки 2М62 представлена на рисунке 1 и
на листе 2 графической части проекта.
Структурная схема ремонта рамы тележки 2М62 представлена на рисунке 1 и
на листе 2 графической части проекта.
![]()
 |
 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.