10. Определяем
приведенные средние диаметры болта и гайки:
d2пр = d2д + fБα + fБР = 36,9998 +
0,026 + 0,052 = 37,076 мм;
D2пр = D2д - fГα - fБР = 37,209 –
0,009 – 0,017 = 37,183 мм.
11. Сравниваем
приведенные средние диаметры болта и гайки с их предельными значениями:
d2пр
= 37,076 мм; d2max
= 37,051 мм; d2min
= 36,891 мм;
D2пр
= 37,183 мм; D2max
= 37,264 мм; D2min
= 37,099 мм
- приведенный средний диаметр
болта не находиться в поле допуска; приведенный средний диаметр гайки
находиться в поле допуска.
12. Сравниваем
действительные размеры наружных, средних, внутренних диаметров болта и гайки с
их предельными значениями:
a. dд
= 38,890 мм, dmax
= 38,952 мм, dmin
= 38,716 мм – наружный диаметр болта находиться в поле допуска;
b. d2д
= 36,998 мм, d2max
= 37,051 мм, d2min
= 36,891 мм – средний диаметр болта находиться в поле допуска;
c. d1д
= 35,520 мм, d1max
= 35,704 мм, d1min
= 35,103 мм – внутренний диаметр болта находиться в поле допуска;
d. Dд
= 39,150 мм, Dmax
= 39,326 мм, Dmin
= 39,000 мм – наружный диаметр гайки лежит в поле допуска;
e. D2д
= 37,209 мм, D2max
= 37,264 мм, D2min
= 37,099 мм – средний диаметр гайки лежит в поле допуска;
f. D1д
= 36,230 мм, D1max
= 36,252 мм, D1min
= 35,752 мм – действительный внутренний диаметр гайки лежит в поле допуска.
13. Определяем
и сравниваем предельные и действительные зазоры в резьбовом соединении:
a) по
среднему диаметру
Smax
= D2max – d2min = 37,264
- 36,891 = 0,373 мм;
Smin
= D2min – d2max = 37,099
- 37,051
= 0,048
мм;
Sд
= D2д
– d2д
= 37,183
- 36,998
= 0,107
мм
-
действительный зазор лежит в поле допуска;
b) по
внутреннему диаметру
Smax = D1max
– d1min = 36,252
– 35,103 = 1,149 мм;
Smin = D1min
– d1max = 35,752
– 35,704 = 0,048мм;
Sд= D1д – d1д = 36,230 – 35,520
= 0,71мм
- действительный размер зазора находиться в пределах допуска
c) по наружному
диаметру
Smax
= Dmax – dmin = 39,326 – 38,716 = 0,71мм;
Smin
= Dmin – dmax = 39,000 – 38,952 = 0,048мм;
Sд = Dд – dд = 39,150 – 38,890
= 0,26мм
- действительный размер зазора находиться в пределах допуска.
Вывод:
3. Размерные
цепи
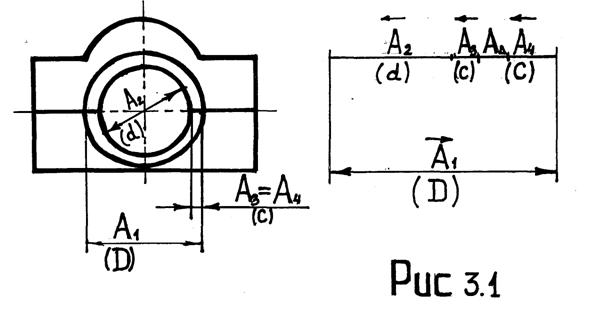
Задача 1.
d = 80e7 Раcсчитать
замыкающий размер АΔ (зазор) в соединении деталей
D = 87H8 методом
максимума-минимума.
c = 3js6
F = 1 мм
1.
По [2. табл. 1.8 и 1.9] назначаем предельные отклонения и находим
предельные размеры:
a) d = 80e7( )
)
Td = IT7 = 0,030 мм
es = -60 мкм
ei = es – Td = -60 – 30 = -90 мкм
dmax = d + es = 80 + (-0,060) = 79,940 мм
dmin = d + ei = 80 + (-0,090) = 79,910 мм
b)
c = 3js6 ( )
Tc = 0,006 мм
ei =
)
Tc = 0,006 мм
ei =  мкм
es =
мкм
es =  мкм
cmax= c + es = 3 + 0,003 = 3,003
мм
cmin = c + ei = 3+ (-0,003) =
2,997 мм
c) D = 87H8 (+0,054)
EI = 0 TD = 0,054 мм ES = TD + EI = +54 мкм
Dmax = D + ES = 87 + 0,054 =
87,054 мм
Dmin = D + EI = 87,000 мм
2.
Определяем номинальный раз мер замыкающего звена
(зазора):
АΔ = А1
+ А2 + 2А3 = D – d – 2c = 87 – 80 - 2×3 = 1 мм
3.
Находим предельные значения звена АΔ:
AΔmax =
Dmax – dmin
– 2cmin = 87,054 – 79,910 – 2,997×2 = 1,15
мм
AΔmin =
Dmin – dmax
-- 2cmax =
87,000 – 79,940 – 3,003×2 = 1,054 мм
4.
Вычисляем допуск замыкающего звена:
TAΔ = TD
+ Td + 2Tc = 0,054 + 0,030 +
2×0,006 = 0,096 мм
Проверка:
TAΔ = AΔmax - AΔmin =
1,15 – 1,054 = 0,096 мм
5.
Определяем предельные отклонения замыкающего звена:
ES(AΔ) = ES(D)
– ei(d) – 2ei(c) = 0,054 – (-0,090) – 2(-0,003) = 0,150 мм
EI(AΔ) = EI(D)
– es(d) – 2es(c) = 0 – (-0,060) - 2×0,003 = 0,054 мм
Проверка:
ES(AΔ) = AΔmax
- AΔ = 1,15 – 1 = 0,150 мм
EI(AΔ) = AΔmin - AΔ = 1,054 – 1 = 0,054 мм
6.
Настоящая задача может быть решена вероятностным способом. При условии,
что отклонения всех звеньев размерной цепи подчиняются закону нормального распределения,
а границы их вероятностного рассеивания совпадают с границами полей допусков,
допуск замыкающего звена АΔ можно определить по формуле:
мкм
cmax= c + es = 3 + 0,003 = 3,003
мм
cmin = c + ei = 3+ (-0,003) =
2,997 мм
c) D = 87H8 (+0,054)
EI = 0 TD = 0,054 мм ES = TD + EI = +54 мкм
Dmax = D + ES = 87 + 0,054 =
87,054 мм
Dmin = D + EI = 87,000 мм
2.
Определяем номинальный раз мер замыкающего звена
(зазора):
АΔ = А1
+ А2 + 2А3 = D – d – 2c = 87 – 80 - 2×3 = 1 мм
3.
Находим предельные значения звена АΔ:
AΔmax =
Dmax – dmin
– 2cmin = 87,054 – 79,910 – 2,997×2 = 1,15
мм
AΔmin =
Dmin – dmax
-- 2cmax =
87,000 – 79,940 – 3,003×2 = 1,054 мм
4.
Вычисляем допуск замыкающего звена:
TAΔ = TD
+ Td + 2Tc = 0,054 + 0,030 +
2×0,006 = 0,096 мм
Проверка:
TAΔ = AΔmax - AΔmin =
1,15 – 1,054 = 0,096 мм
5.
Определяем предельные отклонения замыкающего звена:
ES(AΔ) = ES(D)
– ei(d) – 2ei(c) = 0,054 – (-0,090) – 2(-0,003) = 0,150 мм
EI(AΔ) = EI(D)
– es(d) – 2es(c) = 0 – (-0,060) - 2×0,003 = 0,054 мм
Проверка:
ES(AΔ) = AΔmax
- AΔ = 1,15 – 1 = 0,150 мм
EI(AΔ) = AΔmin - AΔ = 1,054 – 1 = 0,054 мм
6.
Настоящая задача может быть решена вероятностным способом. При условии,
что отклонения всех звеньев размерной цепи подчиняются закону нормального распределения,
а границы их вероятностного рассеивания совпадают с границами полей допусков,
допуск замыкающего звена АΔ можно определить по формуле:
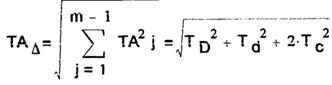 TAΔ =
TAΔ =  мм
Из приведенного расчёта видно, что допуск
замыкающего звена, определённый вероятностным методом, меньше допуска,
определённого методом максимума-минимума. Вероятностный метод расчёта позволяет
уменьшить точность изготовления составляющих звеньев или повысить точность
замыкающего звена при сохранении точности изготовления составляющих звеньев.
мм
Из приведенного расчёта видно, что допуск
замыкающего звена, определённый вероятностным методом, меньше допуска,
определённого методом максимума-минимума. Вероятностный метод расчёта позволяет
уменьшить точность изготовления составляющих звеньев или повысить точность
замыкающего звена при сохранении точности изготовления составляющих звеньев.
Задача 2.
Рассчитать предельные
отклонения составляющих звеньев размерной цепи по заданным номинальным размерам
составляющих звеньев и предельным размерам исходного звена АΔ
способом допуска одного квалитета.
1. Исходные
данные: d = 100
мм AΔmin
= 60 мм
D
= 108 мм AΔmax
= 300 мм
c
= 4
2. Определяем
квалитет размеров цепи
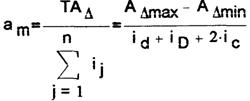
где i выбираем по [4.
с 256]
Id
= 2,51 iD =
2,51 ic = 0,73
am =  3. По
[2. табл. 1.8] определяем, что точность изготовления составляющих звеньев размерной
цепи находятся между __ и __ квалитетами. По технологическим соображениям,
отверстие D выполняем по более
грубому квалитету, а вал – по более точному. Тогда
a) D
= 108H9(+0,087) мм
TD
= 87
мкм
EI
= 0
ES
= EI + TD = +87 мкм
Dmax
= D + ES = 108,087 мм
Dmin = D + EI = 108,000 мм
b)
d = 100h8(-0,054) мм
Td
= 54 мкм
es = 0
ei
= es + Td = -54 мкм
dmax
= 100 мм dmin =
99,946 мм
4. Рассчитываем
предельные размеры звена А3:
3. По
[2. табл. 1.8] определяем, что точность изготовления составляющих звеньев размерной
цепи находятся между __ и __ квалитетами. По технологическим соображениям,
отверстие D выполняем по более
грубому квалитету, а вал – по более точному. Тогда
a) D
= 108H9(+0,087) мм
TD
= 87
мкм
EI
= 0
ES
= EI + TD = +87 мкм
Dmax
= D + ES = 108,087 мм
Dmin = D + EI = 108,000 мм
b)
d = 100h8(-0,054) мм
Td
= 54 мкм
es = 0
ei
= es + Td = -54 мкм
dmax
= 100 мм dmin =
99,946 мм
4. Рассчитываем
предельные размеры звена А3:
 мм
мм
 мм
мм
5. Определяем
допуск звена А3 и его квалітет:
TA3 = A3max
– A3min = 3,97 – 3,9205 = 0,0495 мм
По
[2. табл.
1.8]
определяем, что размер А3 находиться между 7 и 8 квалитетами.
Принимаем 7 квалитет, его допуск будет ТА3 = 35 мкм.
6. Вычисляем
основные отклонения размера А3:
es = A3max –
A3 = 3,97 – 4 = -0,03 мм
По
[2. табл.
1.9]
находим, что ближайшим к нашему является основное отклонение
f(es
= -36) и принимаем А3 = с = 4f7
Нижнее отклонение размера А3
Ei
= es – Tc
= -36 – 35 = -71 мкм
Окончательно получаем размеры:
A3
= c = 4f7( ) мм
A3max =
3,964 мм
A3min =
3,929 мм
7. Проверяем
правильность:
AΔmax = A1max
– A2min – 2A3min = 108,087 – 99,946 - 2×3,929 = 0,283 мм
AΔmin = A1min
– A2max – 2A3max = 108 – 100 – 2×3,964 = 0,072 мм.
Рассчитанные значения исходного
размера
АΔ = 0,072 – 0,283 мм
находятся в заданных пределах
АΔ = 0,06 – 0,3 мм.
8. Настоящая
задача может быть решена вероятностным методом.
Квалитет составляющих звеньев цепи
определяется по формуле
am
=
) мм
A3max =
3,964 мм
A3min =
3,929 мм
7. Проверяем
правильность:
AΔmax = A1max
– A2min – 2A3min = 108,087 – 99,946 - 2×3,929 = 0,283 мм
AΔmin = A1min
– A2max – 2A3max = 108 – 100 – 2×3,964 = 0,072 мм.
Рассчитанные значения исходного
размера
АΔ = 0,072 – 0,283 мм
находятся в заданных пределах
АΔ = 0,06 – 0,3 мм.
8. Настоящая
задача может быть решена вероятностным методом.
Квалитет составляющих звеньев цепи
определяется по формуле
am
=
По [2. табл. 1.8]
устанавливаем, что точность изготовления составляющих звеньев цепи находиться
между 8 и 9 квалитетами, т.е. при расчёте вероятностным методом точность составляющих
звеньев снижается.