Определим частоту вращения вала траверсы, обеспечивающую требуемую частоту вращения ролика
Рис 2. Определение частоты вращения траверсы
![]()
 об/мин
об/мин
Мощность на привод гранулятора складывается из мощности N1 – расходуемой на прессование, N2 – на преодоление сил трения, N3 – на преодоление сил трения скольжения роликов по матрице
N=N1+N2+N3.
Определим силу трения гранулы о боковую поверхность матрицы
Мощность равна
N1=vгр·Fтр··zрол·nотв.
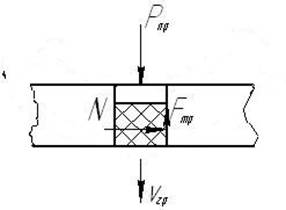
N=Pб·π·d·h;
Боковое давление
Pб=Рпр·k;
Сила трения о стенку матрицы
Fтр=N·f= Pб·π·d·h·f=Рпр·k·π·d·h·f.
Тогда мощность будет равна
N1=vгр Рпр·k·π·d·h·f ··zрол·nотв.
N1=0.05·0.85·3.14·0.0062·0.85·0.086·2·1350=12743=12.74 кВт
Мощность на преодоление сил трения-качения роликов
N2=Fтр.кач·vcр·zрол, Вт где vcр – средняя скорость вращения катка.
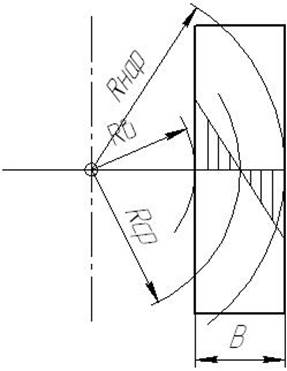
vcр=ωтрав·rср=ω·D/(4·R)·rср=14,5·10-3·172,5=2,5 м/с.
Fтр.кач=Nрол·kтр.кач, где kтр.кач – коэффициент трения – качения;
Nрол – сила, действующая на поверхности
Fтр.кач=Nрол·kтр.кач=Рпр·B(AB∩)·k=672·0,85·1,32=763,98 Н, где Рпр – давление прессования;
B(AB∩) – площадь зоны прессования;
N2=Fтр.кач·vcр·zрол=763,98·2,5·2=3778 Вт=3,77 кВт.
Мощность на преодоление сил трения – скольжения роликов по матрице
N3=A·zрол=Eср·Fтр.кач.·zрол, где А – работа затрачиваемая на преодоление сил трения – скольжения по матрице одного ролика за одну секунду;
Fтр.кач. – сила трения катка по матрице;
Eср – средняя величина скорости скольжения катка
Eср= , где ωтрав – угловая скорость вращения траверсы.
, где ωтрав – угловая скорость вращения траверсы.
N3=Eср·Fтр.кач.·zрол=ωтрав·B/4 Fтр.кач·zрол=14.5·0.85/4·763.98·2=4.71 кВт
Общая мощность
N=N1+N2+N3=12,74+3,77+4,71=17,22 кВт
Необходимая мощность с учётом потерь в червячной передаче
Nобщ=N/η=17,22/0,87=18,2 кВт
Примем асинхронный двигатель 4А180М6У3
Nдв=18,5 кВт, n=1000 об/мин.
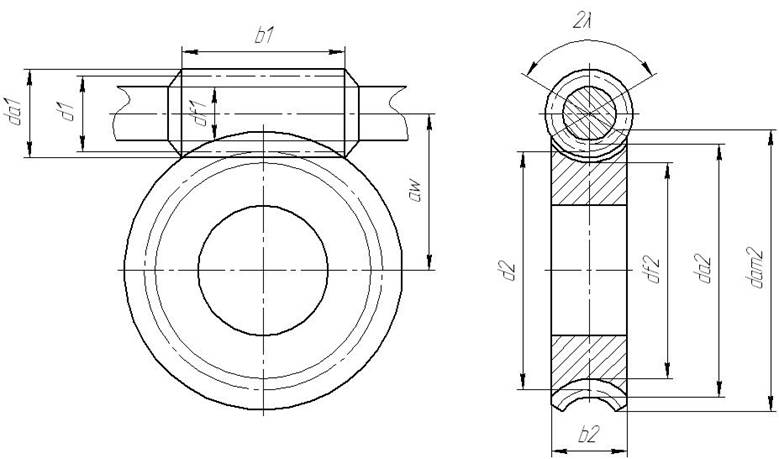
Рис.1 Геометрические параметры червячной передачи.
1. Выбор материалов:
а) для венца червячного колеса принимаем принимаем оловянную бронзу ОФ10-1 (отливка в металлическую форму); при предположительной vск=4 м/с допускаемое контактное напряжение [σH]=160 МПа; допускаемое напряжение при изгибе [σF]=75 МПа;
б) для червяка принимаем сталь 45, закалённую до твёрдости более 46 HRCЭ, витки шлифованные.
2. Передаточное число
u=n1/n2=1000/70=14.28
3. Число витков червяка при u=14,28 (табл.12,2[4]) z1=4
4. Число зубьев колеса
z2=uz1=14.28×4=57.12
Принимаем z2=58
5. Момент на червячном колесе
Т2=Р2/ω2=17,1×103/70=244,28 Н×м=244,28×103 Н×мм
6. По графику (рис.12,5[4]) при Т2=244,28×103 Н×мм, z2=58, [σH]=160 МПа и по предварительно принятым q=10 и К=1,2 находим межосевое расстояние аw=170 мм.
7. Расчётный модуль (см. формулу 12,4 [4])
m=2аw/(z2+q)=2·170/(58+10)=5.58 мм
По ГОСТ 2144-76 принимаем модуль m=6,3 и коэффициент q=10.
8. Окончательное межосевое расстояние
аw =m(z2+q)/2=6.3·(58+10)/2=215 мм
9. Основные размеры червяка и червячного колеса ( см. рис.1)
d1=qm=10·6.3=63 мм;
da1=d1+2m=63+2·6.3=75.6 мм;
df1=d1-2.4m=63-2.4·6.3=48 мм;
b1≥(11+0.06z2)m+25=(11+0.06·58)·6.3+25=115 мм;
γ=21º48΄05΄΄ (табл. 12.3 [4])
d2=z2m=58·6.3=346.5 мм4
da2=d2+2m=346.5+2·6.3=359.1 мм;
df2=d2-2.4m=346.5-2.4·6.3=331.38 мм;
bам2≤da2+6m/(z1+2)=359.1+6·6.3/(4+2)=352.8 мм;
b2≤0.75da1=0.75·75.6=56.7.
10. Окружная скорость червяка

11. Скорость скольжения

12. По табл. 12,8 [4] выбираем степень точности 7 и вид сопряжения элементов передачи С; тогда условное обозначение точности передачи: 7-С ГОСТ 3675-81
13. Уточнение коэффициента конценирации нагрузки
Ккц=1+(z2/Ө)3(1-x).
Коэффициент деформации червяка (см табл. 12,9) Ө=70. при незначительных колебаниях нагрузки x=0.6 (см. формулу 12,9):
Ккц=1+(58/70)3·(1-0,6)=1,19.
При степени точности и скорости скольжения vск=3,5 м/с коэффициент динамичности (см. табл. 12,10) Кдин=1,1.
Коэффициент нагрузки К=1,19·1,1=1,31
14. Проверка контактных напряжений
 ,
,
При vск=3.5 м/с допускаемое контактное напряжение для Бр ОФ10-1 [σH]=185 МПа. Таким образом, σH<[σH].
15. Проверка зубьев червячного колеса на изгиб:
а) эквивалентное число зубьев червячного колеса
zv2=z2/cos3γ=58/0.9233=58
б) коэффициент формы зуба (см. табл. 9,10) YF=3.61
в)напряжение при изгибе
 , что меньше [σF]=75 МПа.
, что меньше [σF]=75 МПа.
16. КПД зацепления и передачи
 , где угол трения (см. табл. 12,6) ρ=2º (см примечание к табл. 12,6)
, где угол трения (см. табл. 12,6) ρ=2º (см примечание к табл. 12,6)
η=(0,95..0,97)ηч.з=0,97·0,9=0,87.
Назначение – установка над бункером.
Производительность бункера Q=1,2 т/ч.
Материал – торф ρм=400 кг/м3
Угол естественного откоса φ=38º
1. Объёмная производительность бункера
 м3/ч
м3/ч
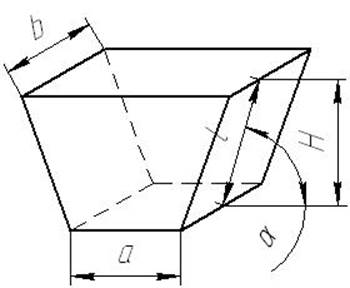
2. Объём бункера
![]() м3
м3
3. Ширина дна бункера
![]()
4. Определим гидравлический радиус выпускного отверстия

5. Определим скорость истечения материала из бункера
![]()
где μ=0,6tgφ.
![]()
6. Выполним проверку по требуемой производительности истечения рассчитанного выпускного отверстия
Qотв>Q
Qотв=v·a2=0.549·.162·3600=35.59 м3/ч.
7. Ширина верха бункера
8. Определяем угол
9. Определяем давление на дно бункера
![]()
10. Определяем боковое давление у выпускного отверстия
![]() , где k – Коэффициент подвижности материала
, где k – Коэффициент подвижности материала
11. Графическим методом определим полное нормальное тангенциальное давление на наклонную стенку бункера (μ=25 Па/мм)
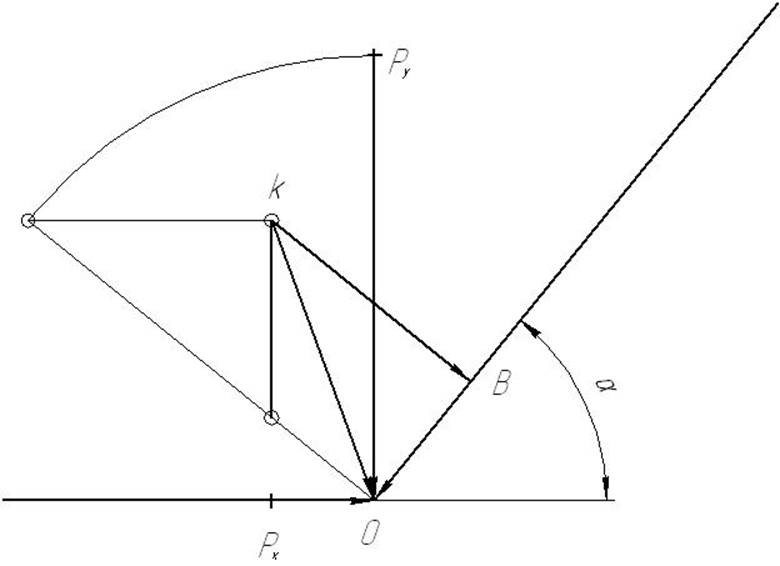
Рис. Графический метод определения давления
ОК=Рп=63,10·25=1577,5 Па
КВ=Рн=50,12·25=1253 Па
ОВ=Рτ=32,428·25=810,7 Па
12. Зная Px и Py аналитически определим давление

13. Проверка
Δп=3,6%
Δн=8,4%
Δτ=8,5%
14. Определяем эквивалентное давление по всей стенке бункера
15. Преобразуем трапециадальный лист в прямоугольный с размерами ap
и bp
16. Определяем изгибающий момент действующий на стенку бункера
Сталь – 3
17. С учетом коэффициента на изменение толщины листа при коррозии расчётное значение увеличим на 1 мм
δ=5 мм.
1. Производительность
Q=V0·z·n·φ·ψ, где ψ – коэффициент заполнения ψ=0,85.
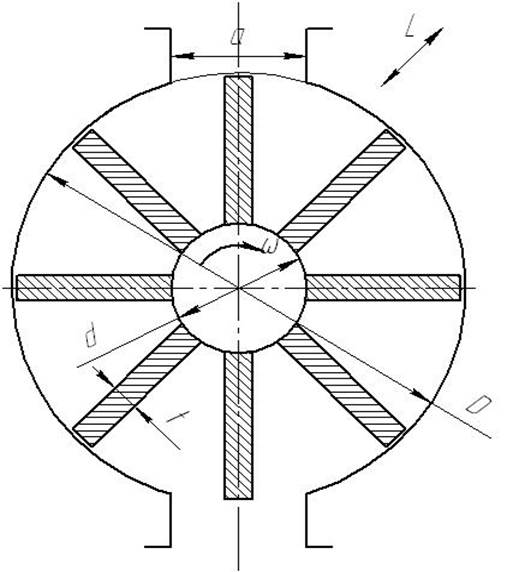
Рис. Шлюзовой питатель

2. Определим объём рабочей камеры питателя

где k – коэффициент изменения объёма за счёт толщины лопасти
 м3.
м3.
3. Определим d
πd=80.01+8t, где t=8 мм (принимаем конструктивно)

Примем d=50 мм=0,05 м.
4. Распишем рабочий объём цилиндра
Так как диаметр практически соизмерим с диаметром питателя, то L=D. Тогда

Примем D=60 мм.
5. Определим момент сопротивления сдвига материала лопастью



D=3a.
6. Момент сопротивления в цапфе
7. Мощность

Подбираем редуктор МЦ2С-80-28 ГОСТ 20721-75
Двигатель 4АА112МА6УЗ n=1000 об/мин, N=3 кВт.
Расчёт подводящего конвейера
где φ – угол естественного откоса материала.
Принимаем ширину ленты b=500 мм
Расчёт отводящего конвейера
где φ – угол естественного откоса материала.
Принимаем ширину ленты b=300 мм
Основным недостатком с кольцевой матрицей является торсионное действие между матрицей и роликами, возникающее за счет различной скорости по окружности на внутренних и наружных сторонах роликов, что приводит к значительным нагрузкам на ролики.
Расчёт подшипников валков пресса.
Диаметр валика пресса в месте под подшипник равен dп=35 мм, выбираем ролики конические однорядные.
d=35 мм; D=80 мм; В=22,75 мм; С=68,2 кН; С0=50 кН.
Вал вращается с частотой n=69,2 мин –1.
Вместе с валом вращается внутреннее кольцо подшипника(V=1).
Эквивалентная динамическая радиальная нагрузка [16,стр.331,(16.2)]
![]() , где Fr=RN=12310 H–радиальная нагрузка на
подшипник.
, где Fr=RN=12310 H–радиальная нагрузка на
подшипник.
Базовая долговечность подшипника [16,стр.332,(16.7)]:
 млн.оборотов.
млн.оборотов.
Скорректируем долговечность подшипника по формуле [16,стр.332,(16.11)]
![]() , где а1=0,33–коэффициент
долговечности, при вероятности отказа р=2% (принимаем самостоятельно, с
точки зрения конструктивных соображений) [16,стр.334].
, где а1=0,33–коэффициент
долговечности, при вероятности отказа р=2% (принимаем самостоятельно, с
точки зрения конструктивных соображений) [16,стр.334].
![]() млн.оборотов.
млн.оборотов.
Для смазывания подшипников применяем пластичную смазку – консталин жировой УТ-1 ГОСТ 1957-73.
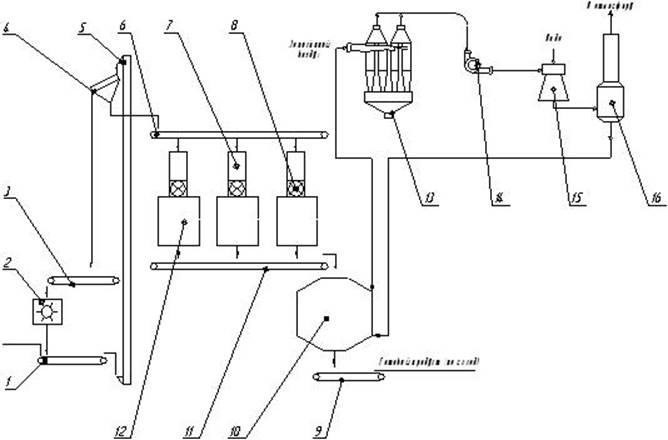
Рис.3.1 Технологическая схема
Торф поступает из отделения сушки по ленточному конвейеру 1 и посредством элеватора ковшового 5 подымается на верхнюю отметку отделения. Там концентрат разделяется на две фракции грохотом 4. Фракция более 4 мм попадает на ленточный конвейер 3, на дробление в дробилках молотковых 2. Дроблёный материал попадает на конвейер ленточный 1. Фракция менее 4 мм переносится и распределяется конвейером ленточным
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.