


РОЗДІЛ 5.
ТЕХНОЛОГІЧНИЙ ПРОЦЕС ВИГОТОВЛЕННЯ ДЕТАЛІ КОРПУСУ СУДНА
5.1. Опис деталі
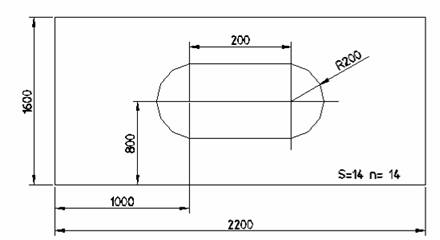
Деталь № 15 Лист виготовлена з листкового прокату, має товщину S = 14 мм, довжину A=2200 мм, а ширину B = 1600 мм. Деталь № 15 виготовлена зі сталі, тому має щільність 7,85тонн/м3. Кількість деталей в партії n = 14 штук. Ескіз деталі наведено на рис. 5.1
5.2. Розрахунок маси деталі
m = V ∙ ρ = F ∙ S ∙ ρ,
де ρ = 7,85 тонн/м3 = 7,85∙103 кг/м3
F = Fумовна - Fпрямокутника - Fкола
F = A ∙ B – a ∙b – π ∙ R2 = 2,2 ∙ 1,6 – 0,2 ∙ 0,4 – 3,14 ∙ 0,22 = 3,52 – 0,08 – 0,1256 = 3,3144 (м2)
m = F ∙ S ∙ ρ = 3,3144 ∙ 0,014 ∙ 7,85 ∙ 103 = 364,3 (кг).
Так як в партії 14 деталей, то маса партії буде дорівнювати m = 364,3 ∙ 14 = 5100,2 кг.
Таблиця 5.4.1
Технологічний процес виготовлення деталі
|
Технологічні операції |
Варіанти |
|
|
1 |
2 |
|
|
1. Маркування деталі спеціальним олівцем |
48 |
48 |
|
2. Складання та налагодження програми для теплового вирізування деталі на машинах «Кристал» |
05 |
05 |
|
3. Вирізування деталі газове на машинах з ЧПУ |
51 |
- |
|
4. Вирізування деталі плазмове на машинах з ЧПУ |
- |
55 |
|
5. Розробка кромок під зварювання |
61 |
64 |
|
6. Зачищення кромок від грату |
69 |
69 |
|
7. Виправлення деталі |
71 |
71 |
5.5 Розрахунок трудомісткості виготовлення деталі та вибір оптимального маршруту
Варіант 1
Маркування деталі спеціальним олівцем: N=25 шт.; H=10 мм
Т48 = 0,0010∙N + 0,00009999∙H – 0,00499928 = 0,0010∙25 + 0,00009999∙10 – 0,00499928 =
= 0,02 (н/год)
Складання та налагодження програми: N=8; n = 14; k = 0,3
Т = 0,14∙N + 0,12 = 0,14∙8 + 0,12 = 1,24 (н/год)
Т =1,24:n = 1,24:14 = 0,09 (н/год)
Т05 = Т∙k = 0,09∙0,3 = 0,03 (н/год)
Вирізування деталі газове на машинах з ЧПУ: S = 14 мм; k = 1,1;
L = (2200+1600+200)∙2 + 2∙π∙R=8000 + 2∙3,14∙200 = 9256 мм = 9,256 м
Т = (0,00074∙S + 0,036)∙L = (0,00074∙14 + 0,036)∙9,256 = 0,43 (н/год)
Т51 = Т∙k = 0,43∙1,1 = 0,47 (н/год)
Зачищення кромок від грату: S = 14 мм; L = 9,256 м; k = 0,3
Т = (0,010∙S + 0,10)∙L = (0,010∙14 + 0,10)∙9,256 = 2,22 (н/год)
Т69 = Т∙k = 2,22∙0,3 = 0,67 (н/год)
Виправлення деталі: S = 14 мм; L = 2,2 м; В = 1,6 м; k1 = 0,7; k2 = 1,05
Т = (0,012∙S + 0,9)∙(0,86∙L + 0,14)∙(0,00988∙В + 0,4) =
= (0,012∙14 + 0,9)∙(0,86∙2,2 + 0,14)∙(0,00988∙1,6+ 0,4) = 0,9 (н/год)
Т = 0,9:10 = 0,09 (н/год)
Т71 = Т∙k1∙k2 = 0,09∙0,7∙1,05 = 0,07 (н/год)
Загальна трудомісткість виготовлення однієї деталі за 1 варіантом =
= 0,02 + 0,03 + 0,47 + 0,67 + 0,07 = 1,26 (н/год)
Загальна трудомісткість виготовлення партії деталей (n = 14) за 1 варіантом = 1,26∙14 = =17,64 (н/год)
Варіант 2
Вирізування деталі плазмове на машинах з ЧПУ: S = 14 мм; L = 9,256 м; k = 1,1
Т = (0,001∙S + 0,015)∙L = (0,001∙14 + 0,015)∙9,256 = 0,27 (н/год)
Т55 = Т∙k = 0,27∙1,1 = 0,3 (н/год)
Зачищення кромок від грату: S = 14 мм; L = (2200 + 1600)∙2 = 7600 мм = 7,6 м; k = 0,3
Т = (0,010∙S + 0,10)∙L = (0,010∙14 + 0,10)∙7,6 = 1,82 (н/год)
Т69 = Т∙k = 1,82∙0,3 = 0,55 (н/год)
Загальна трудомісткість виготовлення однієї деталі за 2 варіантом =
= 0,02 + 0,03 + 0,3 + 0,55 + 0,07 = 0,97 (н/год)
Загальна трудомісткість виготовлення партії деталей (n = 14) за 2 варіантом = 0,96∙14 = 13,58 (н/год)
Підсумкові результати зведемо до таблиці 5.5.1
Таблиця 5.5.1
Трудомісткості виготовлення деталі
|
Технологічні операції |
Трудомісткість, н/год. |
|
|
Варіанти |
||
|
1 |
2 |
|
|
1. Маркування деталі спеціальним олівцем |
0,02 |
0,02 |
|
2. Складання та налагодження програми для теплового вирізування деталі на машинах «Кристал» |
0,03 |
0,03 |
|
3. Вирізування деталі газове на машинах з ЧПУ |
0,47 |
- |
|
4. Вирізування деталі плазмове на машинах з ЧПУ |
- |
0,3 |
|
5. Розробка кромок під зварювання |
- |
- |
|
6. Зачищення кромок від грату |
0,67 |
0,55 |
|
7. Виправлення деталі |
0,07 |
0,07 |
|
Разом |
1,26 |
0,97 |
Висновок: оптимальним варіантом технологічного процесу виготовлення деталі є Варіант№2 з плазмовим вирізуванням деталі на машинах з ЧПУ, тому що трудомісткість цього варіанту є найменшою (Т = 13,58 н/год).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.