4. Разработка конструкции манипулятора при контрольном осмотре двигателей после стендовой обкатки
4.1 Анализ известных конструкций
На Ярославском моторном заводе разработан стенд для сборки и разборки двигателей ЯМЗ-236, ЯМЗ-238, ЯМЗ-240 и их модификаций.
За основу был принят стенд для двигателей ЯМЗ-240, который широко применялся на ярославском моторном заводе и на авторемонтных предприятиях страны. Для него были разработаны универсальные траверсы, на которых можно закреплять двигатели разных размеров.
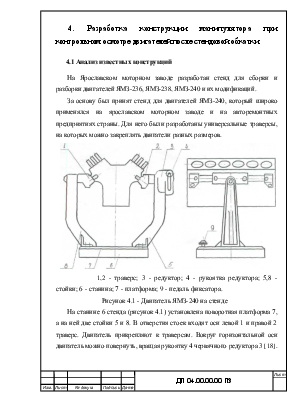
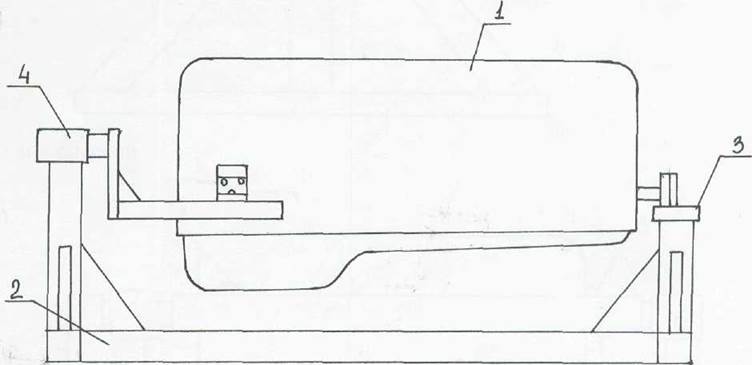
1,2 - траверс; 3 - редуктор; 4 - рукоятка редуктора; 5,8 - стойки; 6 - станина; 7 - платформа; 9 - педаль фиксатора.
Рисунок 4.1 - Двигатель ЯМЗ-240 на стенде
На станине 6 стенда (рисунок 4.1) установлена поворотная платформа 7, а на ней две стойки 5 и 8. В отверстия стоек входят оси левой 1 и правой 2 траверс. Двигатель прикрепляют к траверсам. Вокруг горизонтальной оси двигатель можно повернуть, вращая рукоятку 4 червячного редуктора 3 [18].
Поворот стенда двигателем вокруг вертикальной оси осуществляется после нажатия на педаль 9 фиксатора, освобождающего поворотную плат- форму. На специализированных ремонтных заводах для сборки двигателей в основном используют поточные линии (конвейеры или стенд-эстакаду), а при индивидуальной сборке может использоваться стенд типа ОПР-989
(рисунок 4.2) [18].
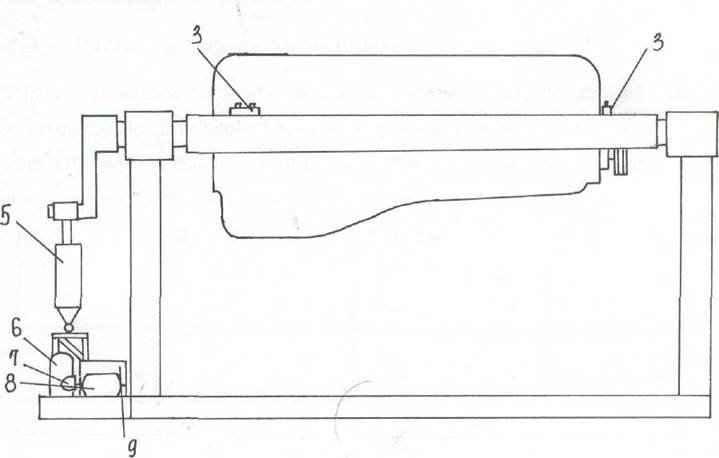
1 - основание; 2 - поворотная труба; 3 - пружинная защёлка; 4 - привод;
5 -стопорный винт; 6 - клинья; 7 - червячный редуктор; 8,9 – съёмные плиты; 10 - вал поворота; 11 - поворотный кронштейн для ящиков с инструментом.
Рисунок 4.2 - Универсальный стенд ОПР-989 для сборки тракторных, комбайновых и автомобильных двигателей
Применимо к нашей технологии контрольного осмотра двигателей АМЗ и ЯМЗ после обкатки вышеупомянутые стенды неприемлемы, так как их назначение - использование для ремонта двигателей. На эти стенды было бы сложно (или невозможно) установить двигатель в сборе (то есть после обкатки), так как будут мешать установке выступающие узлы и агрегаты (пусковой двигатель или стартер, топливные фильтры, воздухоочиститель и т.п.).
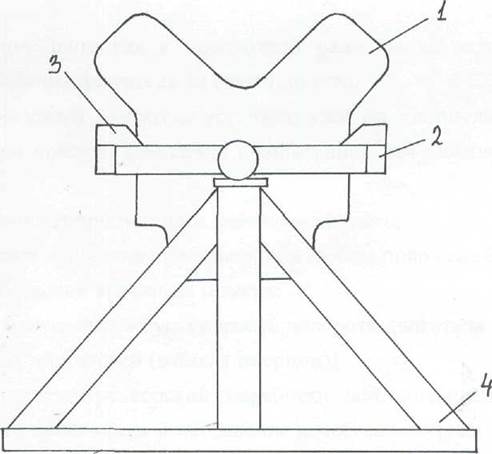
В ПЧ – 24 имеется стенд для осмотра обкатанных двигателей. Его преимущество заключается только в простоте конструкции. А недостатки в том, что нет привода для манипуляции двигателя при контрольном осмотре (двигатель поворачивают в определённых пределах при помощи кран-балки, предварительно установив его на стенд). Передняя опора стенда выполнена виде подставки под шкив коленчатого вала, что крайне недопустимо, особенно при контрольном осмотре качества приработки поверхностей шеек коленчатого вала (коренных) и коренных вкладышей.
1 - осматриваемый двигатель; 2 - рама опорная; 3 - опора передняя; 4 - опора поворотная задняя.
Рисунок 4.3 - Стенд для осмотра обкатанных двигателей в ПЧ – 24
4.2 Предлагаемый вариант конструкции манипулятора
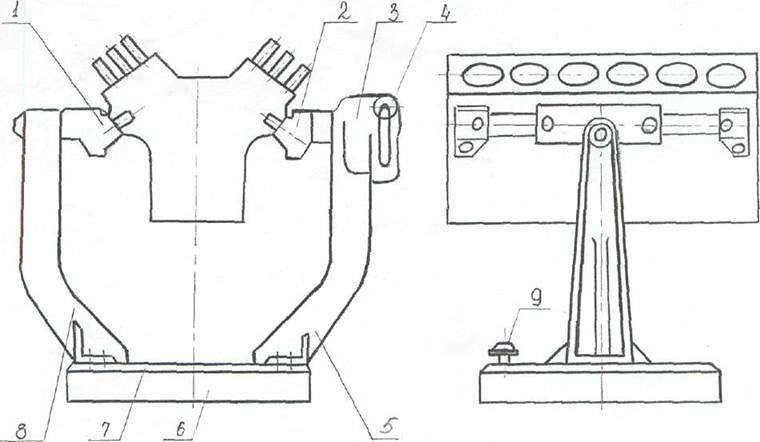
На основе выполненного анализа предлагается конструкция проектируемого (в дипломном проекте) манипулятора для контрольного осмотра двига- теля после стендовой обкатки. Принципиальная схема манипулятора предста- влена на рисунке 4.4.
|
|
а) вид спереди
б) вид сбоку
1 - двигатель; 2 - рама поворотная; 3 - крепёжные кронштейны; 4 - рама опорная; 5 -гидроцилиндр; 6 – гидрораспределитель; 7 – гидронасос; 8 - электродвигатель; 9 - бак.
Рисунок 4.4 - Принципиальная схема манипулятора
Крепление двигателя к поворотной раме манипулятора выполнено по принципу крепления двигателя на раме трактора.
Осматриваемый двигатель устанавливают на манипулятор кран-балкой и закрепляют при помощи комплекта кронштейнов для разных марок двигателей АМЗ и ЯМЗ.
Применение гидроцилиндра даёт возможность:
- фиксацию двигателя при повороте в любом положении;
- иметь большой крутящий момент;
- иметь малую окружную скорость поворота двигателя (что требуется прибольших массах двигателей (момент инерции)).
Внедрение конструкторской разработки даёт: сокращение времени осмотра, удобство его проведения и повышение качества контроля по сравнению с базовой конструкцией.
4.3 Инженерные расчёты
4.3.1 Расчёты поворотной рамы
Расчёт проводим по наиболее нагруженному (напряженному) участку рамы, т.е. по её длине. Для чего строим эпюру изгибающих моментов.
Для упрощения расчёта принимаем, что нагрузка сосредоточена в центре наиболее длинного участка рамы.
 Рисунок
4.5 - Эпюра изгибающих моментов
Рисунок
4.5 - Эпюра изгибающих моментов
1. Определяем реакции в опорах А и В [5] :
![]() ,
,
![]() .
.
Решая систему имеем :
![]() кН,
кН,
![]() кН.
кН.
Проверка:
![]()
![]()
![]() - решено верно.
- решено верно.
2. Строим эпюру изгибающего момента:
I справа ![]() м.
м.
![]()
![]() ,
,
![]() кН.
кН.
II слева ![]() м.
м.
![]()
![]() ,
,
![]() кН.
кН.
3. Расчёт рамы (балки) на прочность по нормальным напряжениям .
Принимаем материал - сталь СтЗ, профиль - швеллер.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.