2. Анализ действующей технологии приработки двигателей внутреннего сгорания в ПЧ – 24 ст. Карасука
2.1. Общая характеристика участка приработки
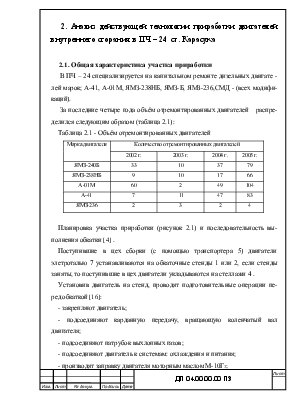
В ПЧ – 24 специализируется на капитальном ремонте дизельных двигате -лей марок; А-41, А-01М, ЯМЗ-238НБ, ЯМЗ-Б, ЯМЗ-236,СМД - (всех модификаций).
За последние четыре года объём отремонтированных двигателей распределился следующим образом (таблица 2.1):
Таблица 2.1 - Объём отремонтированных двигателей
|
Марка двигателя |
Количество отремонтированных двигателей |
|||
|
2002 г. |
2003 г. |
2004 г. |
2005 г. |
|
|
ЯМЗ-240Б |
33 |
10 |
37 |
79 |
|
ЯМЗ-238НБ |
9 |
10 |
17 |
66 |
|
А-01М |
60 |
2 |
49 |
104 |
|
А-41 |
7 |
11 |
47 |
83 |
|
ЯМЗ-236 |
2 |
3 |
2 |
4 |
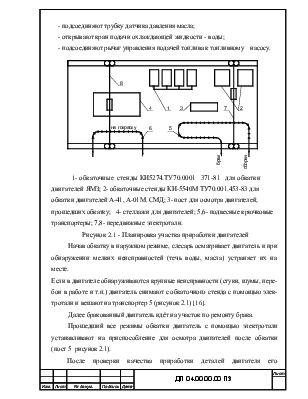
Планировка участка приработки (рисунок 2.1) и последовательность выполнения обкатки [4] .
Поступившие в цех сборки (с помощью транспортера 5) двигатели элетроталью 7 устанавливаются на обкаточные стенды 1 или 2, если стенды заняты, то поступившие в цех двигатели укладываются на стеллажи 4 .
Установив двигатель на стенд, проводят подготовительные операции перед обкаткой [16]:
- закрепляют двигатель;
- подсоединяют карданную передачу, вращающую коленчатый вал двигателя;
- подсоединяют патрубок выхлопных газов;
- подсоединяют двигатель к системам: охлаждения и питания;
- производят заправку двигателя моторным маслом М-10Г2;
- подсоединяют трубку датчика давления масла;
- открывают кран подачи охлаждающей жидкости - воды;
- подсоединяют рычаг управления подачей топлива к топливному насосу.
1- обкаточные стенды КИ5274.ТУ70.0001 371-81 для обкатки двигателей ЯМЗ; 2- обкаточные стенды КИ-5540М ТУ70.001.453-83 для обкатки двигателей А-41, А-01М. СМД; 3- пост для осмотра двигателей, прошедших обкатку; 4- стеллажи для двигателей; 5,6- подвесные крючковые транспортеры; 7,8- передвижные электротали.
Рисунок 2.1 - Планировка участка приработки двигателей
Начав обкатку в наружном режиме, слесарь осматривает двигатель и при обнаружении мелких неисправностей (течь воды, масла) устраняет их на месте. Если в двигателе обнаруживаются крупные неисправности (стуки, шумы, перебои в работе и т.п.) двигатель снимают с обкаточного стенда с помощью электротали и вешают на транспортер 5 (рисунок 2.1) [16].
Далее бракованный двигатель идёт на участок по ремонту брака.
Прошедший все режимы обкатки двигатель с помощью электротали устанавливают на приспособление для осмотра двигателей после обкатки (пост 5 рисунок 2.1).
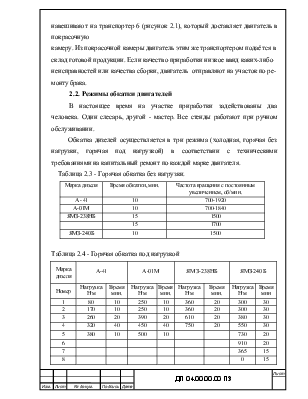
После проверки качества приработки деталей двигателя его навешивают на транспортер 6 (рисунок 2.1), который доставляет двигатель в покрасочную камеру. Из покрасочной камеры двигатель этим же транспортером подаётся в склад готовой продукции. Если качество приработки низкое ввид каких-либо неисправностей или качества сборки, двигатель отправляют на участок по ремонту брака.
2.2. Режимы обкатки двигателей
В настоящее время на участке приработки задействованы два человека. Один слесарь, другой - мастер. Все стенды работают при ручном обслуживании.
Обкатка дизелей осуществляется в три режима (холодная, горячая без нагрузки, горячая под нагрузкой) в соответствии с техническими требованиями на капитальный ремонт по каждой марке двигателя.
Таблица 2.3 - Горячая обкатка без нагрузки.
|
Марка дизеля |
Время обкатки, мин. |
Частота вращения с постоянным увеличением, об/мин. |
|
А - 41 |
10 |
700-1920 |
|
А-01М |
10 |
700-1840 |
|
ЯМЗ-238НБ |
15 |
1500 |
|
15 |
1700 |
|
|
ЯМЗ-240Б |
10 |
1500 |
Таблица 2.4 - Горячая обкатка под нагрузкой
|
Марка дизеля |
А-41 |
А-01М |
ЯМЗ-238НБ |
ЯМЗ-240 Б |
||||
|
Номер |
Нагрузка Н.м |
Время мин. |
Нагрузка Н.м |
Время мин. |
Нагрузка Н.м |
Время мин. |
Нагрузка Н.м |
Время мин |
|
1 |
80 |
10 |
250 |
10 |
360 |
20 |
300 |
30 |
|
2 |
170 |
10 |
250 |
10 |
360 |
20 |
300 |
30 |
|
3 |
260 |
20 |
390 |
20 |
610 |
20 |
380 |
30 |
|
4 |
320 |
40 |
450 |
40 |
750 |
20 |
550 |
30 |
|
5 |
380 |
10 |
500 |
10 |
730 |
20 |
||
|
6 |
910 |
20 |
||||||
|
7 |
365 |
15 |
||||||
|
8 |
0 |
15 |
||||||
Выводы
1. Процесс приработки дизелей на обкаточных стендах в ПЧ – 24 не автоматизирован, что свидетельствует о низком уровне специализации участка приработки.
2. Очистка моторного масла осуществляется центрифугированием. Но этот способ не даёт тщательной очистки масла от воды и различных смолистых соединений, что значительно снижает качество прирабатываемых поверхностей.
3. Обкатка дизелей производится на обычном моторном масле, без применения обкаточного масла и присадок, применение которых ускоряет обкатку и повышает качество приработки.
Постановка задач проекта
1. Обосновать ожидаемый объём заказов.
2. Разработать предлагаемый вариант технологического процесса ускоренной обкатки дизелей.
3. Решить вопросы по определению состава технологического оборудо- вания и оснастке.
4. Рассчитать потребное количество рабочих.
5. Разработать конструкцию манипулятора для контрольного осмотра дизелей после обкатки.
6. Выполнить технико-экономическую оценку проекта.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.