

Практическая работа № 6
Тема: Нормирование токарно-винторезной операции
Цель: Изучить методику нормирования, приобрести практические навыки.
Выполнение работы:
Выбираю подачу для черновой стадии обработки наружных поверхностей резцом №6 [5, карта 3]. Для поверхностей 1 рекомендуется подача SОТ =0,73 мм/об; для поверхности 2 – SОТ =0,83 мм/об. Определяю поправочные коэффициенты на подачу в зависимости от инструментального материала КSu =1,15 и способа крепления пластины КSp =1,0 [5, карта 3].
Определяю поправочные коэффициенты на подачу для измененных условий обработки в зависимости от [5, карта 5]:
сечения державки резца КSД =1,0;
прочности режущей части КSh =1,0;
механических свойств обрабатываемого материала КSM =1,0;
схемы установки заготовки КSY =1,2;
состояния поверхности заготовки КSn =1,0;
геометрических параметров резца КSφ =1,4;
жесткости станка КSj =0,7.
Окончательную подачу определяю по формуле
SO =SOT· КSu· КSp· КSД· КSh· КSM· КSY· КSn· КSφ· КSj (6.1)
для поверхности 1: SO =0,73·1,15·1,0·1,0·1,0·1,0·1,2·1,0·1,4·0,7=1,0 (мм/об);
для поверхности 2: SO =0,83·1,15·1,0·1,0·1,0·1,0·1,2·1,0·1,4·0,7=1,1 (мм/об).
Рассчитанные подачи проверяю по осевой РХ и радиальной РУ составляющим силы резанья, допустимыми прочностью механизма подачи станка.
Определяю табличные значения составляющих сил резанья [5, карта 32]:
при обработке поверхностей 1: РХТ =1280 Н, РУТ =450 Н;
при обработке поверхностей 2: РХТ =1100 Н, РУТ =520 Н.
Определяю поправочные коэффициенты на силы резанья для измененных условий в зависимости от [5, карта 33]:
механических свойств обрабатываемого материала: КРМх =КРМу =1,0;
главного угла в плане: КРφх =0,7; КРφу =2,0;
главного переднего угла: КРγх =КРγу =0,9;
угла наклона кромки: КРλх = КРλу =1,0.
Окончательно составляющие силы резанья определяю по формулам:
РХ =РХТ· КРМх · КРφх · КРγх · КРλх (6.2)
РУ =РХТ· КРМу · КРφу · КРγу · КРλу (6.3)
При обработке поверхности 1: РХ =1280·1,0·0,7·0,9·1,0 =806 Н;
РУ =450·1,0·2,0·0,9·1,0 =810 Н.
При обработке поверхности: РХ =1100·1,0·0,7·0,9·1,0 =693 Н;
РУ =520·1,0·2,0·0,9·1,0 =936 Н.
Рассчитанные значения составляющие сил резанья меньше, чем допускаемые механизмом подачи станка РХ доп =6000 Н, РУ доп =2700 Н.
Определяю рекомендуемые значения скорости резанья [5, карта 21].
Для черновой стадии обработки VT =128 м/мин. Выбираю поправочный коэффициент для черновой стадии обработки в зависимости от инструментального материала КVu =0,85. Определяю поправочные коэффициенты на скорость резанья для измененных условий обработки в зависимости от [5, карта 23]:
группы обрабатываемости материала КVc =1,0;
вида обработки КVo =1,0;
жесткости станка КVj =0,7;
механических свойств обрабатываемого материала КVм =1,0;
геометрических параметров резца КVφ =1,4;
периода стойкости режущей части резца КVT =1,0;
наличия охлаждения КVж =1,0.
Окончательную скорость резанья определяю по формуле:
V=VT ·KVu·KVc·KVo·KVj·KVм·KVφ·KVT·KVж (6.4)
V=128 ·0,85·1,0·1,0·0,7·1,0·1,4·1,0·1,0=107 (м/мин).
Частоту вращения шпинделя определяю по формуле:
 (6.5)
(6.5)
 (об/мин).
(об/мин).
Принимаю частоту вращения, имеющуюся на станке nф =200 об/мин.
Тогда фактическую скорость резанья определяю по формуле:
 (м/мин)
(6.7)
(м/мин)
(6.7)
Проверка выбранных режимов по мощности привода главного движения. Для черновой стадии обработки NT =12 кВт. Определяю поправочный коэффициент на мощность в зависимости от твердости обрабатываемого материала KN =1,0 [5, карта 24]. Табличную мощность корректирую по формуле:
N=NT·KN![]() (6.8)
(6.8)
для черновой стадии обработки: N=12·1,0·0,77 =9,24 (кВт).
Определение минутной подачи
Минутную подачу рассчитываю по формуле:
Sм =n·So (6.9)
При черновой стадии обработки для поверхности 1:
Sм =197·1,0 =197 (мм/мин).
При черновой стадии обработки для поверхности 2:
Sм =197·1,1 =217 (мм/мин).
Норму штучного времени определяю по формуле:
ТШТ=Топ+Тобс+Тл.н. (6.10)
Норма оперативного времени определяется по формуле:
Топ=То+Тв (6.11)
Норма основного времени определяется по формуле:
 (мин) (6.11)
(мин) (6.11)
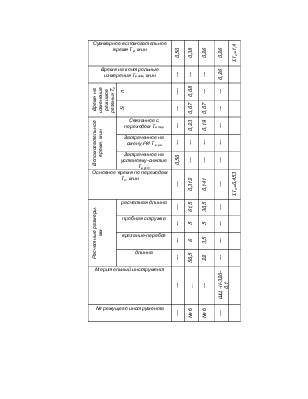
Результаты расчета основного и вспомогательного времени сведены в таблицу 6.1
|
Суммарное вспомогательное время Тв, мин |
0,50 |
0,38 |
0,26 |
0,26 |
ΣТв=1,4 |
|
|
Время на контрольные измерения Тв изм, мин |
--- |
--- |
--- |
0,26 |
||
|
Время на изменение режимов резанья Tв sn, мин |
n |
---- |
0,08 |
--- |
--- |
|
|
S |
--- |
0,07 |
0,07 |
--- |
||
|
Вспомогательное время, мин |
Связанное с переходом Тв пер |
--- |
0,23 |
0,19 |
--- |
|
|
Затраченное на смену РИ Тв ри |
--- |
--- |
--- |
--- |
||
|
Затраченное на установку-снятие Тв уст |
0,50 |
--- |
--- |
--- |
||
|
Основное время по переходам То, мин |
--- |
0,312 |
0,141 |
--- |
ΣТо=0,453 |
|
|
Расчетные размеры, мм |
расчетная длинна |
--- |
61,5 |
30,5 |
--- |
|
|
пробная стружка |
--- |
5 |
5 |
--- |
||
|
врезание-перебег |
--- |
6 |
3,5 |
--- |
||
|
длинна |
--- |
50,5 |
22 |
--- |
||
|
Мерительный инструмент |
--- |
--- |
--- |
ШЦ –ΙΙ-320-0,1 |
||
|
№ режущего инструмента |
--- |
№ 6 |
№ 6 |
--- |
||
|
Название перехода |
1. УЗС |
2.Точить торец 1 |
3. Точить поверхность 2 |
4. Контроль исполнителем |
||
|
Таблица 6.1 Результаты расчета основного и вспомогательного времени |
Норма оперативного времени равняется: Топ=0,45+1,4 =1,87 мин.
Определяю норму времени на обслуживание [7,карта 19]: Тобс=16 мин.
Норма времени на отдых и личные надобности [7, карта 88]: Тлн =0,05·1,92 =0,10 (мин).
ТШТ=1,87+16+0,1 =17,97 (мин).
Штучно калькуляционное время определяю по формуле:
ТШК =ТШ +ТПЗ/n (6.12)
где Тпз – норма подготовительно заключительного времени [7, приложение 9]: ТПЗ =4,0+2,0+2,0+0,2+0,2=8,4 (мин).
N - количество деталей в сменной партии:
n=(Тсм –Тпз)/Тшт (6.13)
где Тсм =480 мин – длительность смены.
n =(480-8,4)/17,97 =26 деталей.
ТШК =17,97 +8,4/26 =18,3 (мин).
Вывод: В ходе практической работы я изучил методику нормирования, приобрел практические навыки.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.