Практическая работа №12
Тема: Разработка операционной технологии для круглошлифовальной операции
Цель: Приобретение навыков в составлении плана операции, выборе режимов резанья и расчете нормы времени на круглошлифовальных станках методом продольной подачи и врезания.
Исходные данные: эскизы деталей; сведения о заготовке; модель предлагаемого станка; вид станочного приспособления; размер сменной партии обрабатываемой детали.
Ход работы:
1. Нормирование круглошлифовальной операции методом продольной подачи.
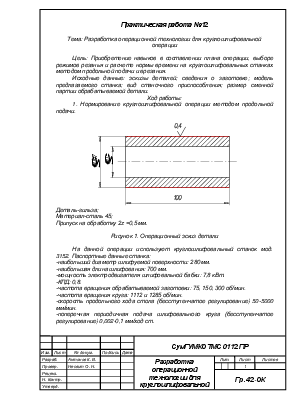
Деталь-гильза;
Материал-сталь 45;
Припуск на обработку 2z =0,5 мм.
Рисунок 1. Операционный эскиз детали
На данной операции используют круглошлифовальный станок мод. 3152. Паспортные данные станка:
-наибольший диаметр шлифуемой поверхности: 280 мм.
-наибольшая длина шлифования: 700 мм.
-мощность электродвигателя шлифовальной бабки: 7,8 кВт.
-КПД: 0,8.
-частота вращения обрабатываемой заготовки: 75, 150, 300 об/мин.
-частота вращения круга: 1112 и 1285 об/мин.
-скорость продольного хода стола (бесступенчатое регулирование) 50-5000 мм/мин.
-поперечная периодичная подача шлифовального круга (бесступенчатое регулирование) 0,002-0,1 мм/ход ст.
-непрерывная подача для врезного шлифования (бесступенчатое регулирование) 0,1-4,5 мм/мин.
-наибольшие размеры нового шлифовального круга: 600мм, Вк=63 мм.
На круглошлифовальной операции методом продольной подачи деталь установлена и закреплена в специальном станочном приспособлении. Заготовка одета центральным отверстием на цанговую оправку с упором левым торцом. Имеют место две технологические базы. Центральное отверстие–двойная направляющая база. Левый торец – опорная база. В целом деталь лишена пяти степеней свободы. Оправка установлена в патрон поводковый специальный с поджатием задним центром.
На данной опрации используют круг ПП 450×305×50 25А 41 С2 7 К ГОСТ 2424-83
где ПП - прямого профиля; 450×305×50 размеры круга; 25А-электрокорунд белый; 41-зернистость; С2-сиепень твердости; 7-номер структуры; К–керамическая связка [6, стр.242-260].
Мерительный инструмент: предельная калибр-скоба 50h7 ГОСТ 1863-73. Образцы шероховатости ГОСТ 9378-75.
Вспомогательный инструмент: патрон поводковый ГОСТ 2578-70.
Скорость вращения детали [6, с. 301] Vд=30 м/мин.
Число оборотов шпинделя определяют по формуле:
п= (12.1)
(12.1)
n= 191 об/мин.
191 об/мин.
Данное число оборотов корреутируют по паспортным данным станка и получают фактическую частоту вращения nф = 150 об/мин.
Фактическая скорость резания определяется по формуле:
Vф=  (12.2)
(12.2)
Vф = 3,14×50×150/1000 = 23,6 (м/мин).
Величину продольной подачи в долях ширины круга определяют по формуле:
Sд=(0,3-0,7)В (12.3)
где: В- ширина круга (В=50мм).
Sд=0,5×50=25 мм/об.
Опредеение величины поперечной подачи [7, карта 3]:
Stx = 0,0055 мм/ход.
Поправочные коэффициенты на поперечную подачу в зависимости от:
припуска и точности обрабатываемой поверхности К1 =1,0;
обрабатываемого материала и диаметра круга К2=1,1.
Stxф = 0,0055×1,0×1,1 = 0.00605 мм/ход.
Определение мощности резания [4, карта 5]:
N=4,0 кВт.
Поправочный коэффициент на мощность резания, в зависимости от:
-ширины и твердости круга К1=1,16;
-диаметра детали К2 =1,0.
Nф=N×K (12.4)
Nф=4×1,16×1,0 = 4,64 кВт.
Обработку с данными режимами резания можно осуществить на этом станке. При осуществлении данных режимов резания удельная мощность резания будет равна 0,093 кВт/мм. Вследствие того, что удельная мощность резания меньше допустимой удельной мощности для безприжегового шлифования [3, карта 5] будет осуществляться безприжеговая обработка детали.
Определение основного технологического времени [3, карта 7-8] То=1,7 мин. Поправочные коэффициенты в зависимости от:
-диаметра шлиф круга К1= 1,65;
-чистоты поверхности К2= 1,0.
Тоф = 1,7×1,65 = 2,805 (мин).
Определение нормы вспомогательного времени и времени на обслуживание рабочего места Тв (мин) [3, карты 15-18]:
Тв = Тв уст+Тв оп+Тв изм (12.5)
Тв уст =0,12 мин;
Тв оп = 0,7 мин;
Тв изм = 0,12 мин.
Тв = 0,12+0,7+0,12 = 0,94 мин.
Определение времени на обслуживаниерабочего места, отдых и естественные надобности
Тобс =5%То =0,05·2,805 =0,14 (мин);
Тлн =6%То =0,06·2,805 =0,17 (мин);
Тобс+Тлн = 0,14+0,17= 0,31 (мин).
Определение нормы штучного времени.
Тшт=То+Тв+Тобс+Тлн (12.6)
Тшт=2,805+0,94+0,31=4,06 (мин).
Определение норм подготовительно-заключительного времени Тпз [3, карта 18].
Тпз=7+3+7=17 мин.
Определение нормы штучно-калькуляционного времени.
 (12.7)
(12.7)
где: n – количество деталей в сменной партии (n=200 шт).
 (мин).
(мин).
2. Нормирование круглошлифовальной операции с радиальной подачей
Рисунок 2. Операционный эскиз детали
Деталь-вал
Припуск на обработку 2z=0,5 мм;
Материал детали –Ст 2
На данной операции используют круглошлифовальный станок мод. 3152. Паспортные данные станка смотри пункт 1.
На круглошлифовальной операции методом врезания деталь установлена в центрах, которые образуют двойную направляющу и опорную базы. Для передачи крутящего момента используется поводковый патрон.В целом деталь лишена 5 степеней свободы.
На данной опрации используют круг ПП 450×305×50 25А 41 С2 7 К ГОСТ 2424-83
где ПП - прямого профиля; 450×305×50 размеры круга; 25А-электрокорунд белый; 41-зернистость; С2-сиепень твердости; 7-номер структуры; К–керамическая связка [6, стр.242-260].
Мерительный инструмент: предельный калибр-скоба 30h7 ГОСТ 1863-73. Образцы шероховатости ГОСТ 9378-75.
Вспомогательный инструмент: патрон поводковый ГОСТ 2578-70.
Скорость вращения детали [6, с. 301] Vд=30 м/мин.
Число оборотов шпинделя определяют по формуле (12.1):
n= 318 об/мин.
318 об/мин.
Данное число оборотов корреутируют по паспортным данным станка и получают фактическую частоту вращения nф = 300 об/мин.
Фактическая скорость резания определяется по формуле (12.2):
Vф = 3,14×30×300/1000 = 28,3 (м/мин).
Определение величины радиальной подачи St (мм/мин) [4, карта 10]:
St=0,75 мм/мин.
Для перевода минутной радиальной подачи St (мм/мин) в оборотную, необходимо выполнить действие:
St (мм/об) =  St (мм/мин) (12.8)
St (мм/мин) (12.8)
St (мм/об) = 0,75×3,14×30/1000×28,3 = 0,0025 (мм/об)
Поправочные коэффициенты в зависимости от:
-твердости обрабатываемого матеилла К1= 0,95;
-припуска и точности обрабатываемой поверхности К2=1,20.
Stф (мм/об) = 0,0025×1,2×0,95 = 0,0029 (мм/об).
Определение мощности резания [4, карта 11]:
N=3,2 кВт.
Поправочный коэффициент на мощность резания, в зависимости от:
-ширины и твердости круга К1=1,16;
-обрабатываемого материала К2 =1,0.
Nф=3,2×1,16×1,0 = 3,7 кВт.
Обработку с данными режимами резания можно осуществить на этом станке. При осуществлении данных режимов резания удельная мощность резания будет равна 0,074 кВт/мм. Вследствие того, что удельная мощность резания меньше допустимой удельной мощности для безприжегового шлифования [4, карта 11] будет осуществляться безприжеговая обработка детали.
Определение основного технологического времени [4, карта 13-14]
То =0,42 (мин).
Поправочные коэффициенты в зависимости от:
-обрабатываемого материала и диаметра шлиф круга К= 1,65;
Тоф = 0,42×1,65×2 = 1,39 (мин).
Определение нормы вспомогательного времени Тв (мин) [3, карты 15-18]:
Тв уст =0,12·2 =0,24 мин;
Тв оп = 0,55 мин;
Тв изм = 0,12·2 =0,24 мин.
Окончательно по (12.5): Тв = 0,24+0,55+0,24 = 1,03 мин.
Определение времени на обслуживаниерабочего места, отдых и естественные надобности:
Тобс =5%То =0,05·1,39 =0,07 (мин);
Тлн =6%То =0,06·1,39 =0,08 (мин);
Определение нормы штучного времени (12.6):
Тшт=1,39+1,03+0,07+0,08=2,57 (мин).
Определение норм подготовительно-заключительного времени Тпз [3, карта 18].
Тпз=7+3+7=17 мин.
Определение нормы штучно-калькуляционного времени.
(12.7)
где: n – количество деталей в сменной партии (n=300 шт).
 (мин).
(мин).
Вывод: В ходе практической работы я приобрел навыки в составлении плана операции, выборе режимов резанья и расчете нормы времени на круглошлифовальных станках методом продольной подачи и врезания.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.