

Практическая работа № 9
Тема: Нормирование вертикально-сверлильной операции
Цель: Приобретение практических навыков в нормировании вертикально-сверлильных операций и заполнении операционных карт.
Выполнение работы:
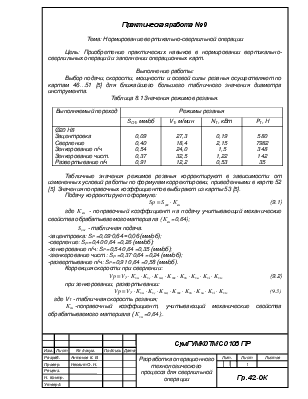
Выбор подачи, скорости, мощности и осевой силы резанья осуществляют по картам 46…51 [5] для ближайшего большего табличного значения диаметра инструмента.
Таблица 8.1 Значения режимов резанья.
|
Выполняемый переход |
Режимы резанья |
|||
|
SOT, мм/об |
VT, м/мин |
NT, кВт |
PT, H |
|
|
Ø20 H8 Зацентровка Сверление Зенкерование п/ч Зенкерование чист. Развертывание п/ч |
0,09 0,40 0,54 0,37 0,91 |
27,3 18,4 24,0 32,5 12,2 |
0,19 2,15 1,5 1,22 0,53 |
580 7982 348 142 35 |
Табличные значения режимов резанья корректируют в зависимости от измененных условий работы по формулам корректировки, приведенными в карте 52 [5]. Значения поправочных коэффициентов выбирают из карты 53 [5].
Подачу корректирую по формуле:
![]() (9.1)
(9.1)
где
![]() - поправочный коэффициент на подачу
учитывающий механические свойства обрабатываемого материала (
- поправочный коэффициент на подачу
учитывающий механические свойства обрабатываемого материала (![]() =0,64);
=0,64);
![]() - табличная подача.
- табличная подача.
-зацентровка: SP =0,09·0,64 =0,06 (мм/об);
-сверление: SP =0,40·0,64 =0,26 (мм/об);
-зенкерование п/ч: SP =0,54·0,64 =0,35 (мм/об);
-ззенкерование чист.: SP =0,37·0,64 =0,24 (мм/об);
-развертывание п/ч: SP =0,91·0,64 =0,58 (мм/об).
Коррекция скорости при сверлении:
![]() (9.2)
(9.2)
при зенкеровании, развертывании:
![]() (9.3)
(9.3)
где VT - табличная скорость резания;
![]() -поправочный коэффициент, учитывающий
механические свойства обрабатываемого материала (
-поправочный коэффициент, учитывающий
механические свойства обрабатываемого материала (![]() =0,64);.
=0,64);.
![]() -поправочный
коэффициент, учитывающий форму заточки инструмента (
-поправочный
коэффициент, учитывающий форму заточки инструмента (![]() );
);
![]() -поправочный коэффициент, учитывающий
применение охлаждения (
-поправочный коэффициент, учитывающий
применение охлаждения (![]() );
);
![]() - поправочный коэффициент, учитывающий
период стойкости инструмента (
- поправочный коэффициент, учитывающий
период стойкости инструмента (![]() );
);
![]() - поправочный коэффициент,
учитывающий покрытие инструментального материала (
- поправочный коэффициент,
учитывающий покрытие инструментального материала (![]() )
)
![]() - поправочный коэффициент, учитывающий длину
рабочей
части
сверла (
- поправочный коэффициент, учитывающий длину
рабочей
части
сверла (![]() );
);
![]() - поправочный коэффициент, учитывающий
состояние поверхности заготовки (
- поправочный коэффициент, учитывающий
состояние поверхности заготовки (![]() );
);
![]() -поправочный коэффициент, учитывающий
инструментальный
материал
(Kvu =0,64);
-поправочный коэффициент, учитывающий
инструментальный
материал
(Kvu =0,64);
Kvi - коэффициент, учитывающий последовательность переходов маршрута (зенкерование п/ч Kvi =0,74; зенкерование чист. Kvi =1,0;развертывание п/ч Kvi =0,8 ).
Зацентровка V =27,3·0,64 =17,5 (м/мин);
Сверление V =19,4·0,64 =12,4 (м/мин);
Зенкерование п/ч V =24·0,64·0,98 =15,1 (м/мин);
Зенкерование чист. V =32,5·0,64 =20,8 (м/мин);
Развертывание п/ч. V =12,2·0,64·0,8 =6,2 (м/мин).
Коррекция мощности при сверлении:
![]() (9.4)
(9.4)
при зенковании, развертывании:
![]() (9.5)
(9.5)
Nт -табличное значение мощности резанья;
![]() -коэффициент, учитывающий мех. свойства
обрабатываемого материала
(
-коэффициент, учитывающий мех. свойства
обрабатываемого материала
(![]() );
);
KNi -коэффициент, учитывающий степень последовательность переходов маршрута (зенкерование п/ч KNi =1,08; зенкерование чист. KNi =1,0; развертывание п/ч KNi =2,53 ).
Зацентровка NP =0,19/0,64 =0,30 (кВт);
Сверление NP =2,15/0,64 =3,02 (кВт);
Зенкерование п/ч NP =1,5·1,08/0,64 =2,53 (кВт);
Зенкерование чист. NP =1,22·1,0/0,64 =1,91 (кВт);
Развертывание п/ч NP =0,53·2,53/0,64 =2,10 (кВт).
Коррекция осевой силы для сверления осуществляется по формуле:
![]() (9.6)
(9.6)
для зенкерования, развертывания:
![]() (9.7)
(9.7)
где Pm –табличное значение осевой силы;
КРi - коэффициент, учитывающий степень последовательность переходов маршрута (зенкерование п/ч KPi =1,1; зенкерование чист. KPi =1,0; развертывание п/ч KPi =3,4);
![]() -коэффициент, учитывающий мех. свойства
обрабатываемого материала
(
-коэффициент, учитывающий мех. свойства
обрабатываемого материала
(![]() ).
).
Зцентровка PP =580/0,64=906 (H);
Серление PP =7982/0,64 =12472 (H);
Зенкерование п/ч PP =348·1,1/0,64 =598 (H);
Зенкерование чист PP =142·1,0/0,64 =222 (H);
Развертывание п/ч РP =35·3,4/0,64 =186 (H).
С учетом скорректированной скорости резания определяем обороты шпинделя по формуле:
 (9.8)
(9.8)
Так например при сверлении отверстия Ø17,25:
 (об/мин).
(об/мин).
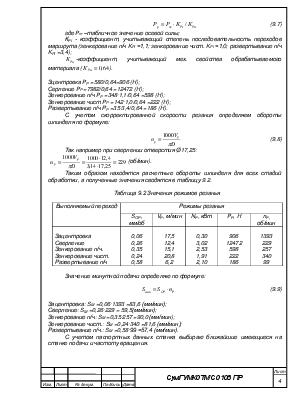
Таким образом находятся расчетные обороты шпинделя для всех стадий обработки, а полученные значения сводятся в таблицу 9.2.
Таблица 9.2 Значения режимов резанья
|
Выполняемый переход |
Режимы резанья |
||||
|
SOР, мм/об |
VР, м/мин |
NР, кВт |
PР, H |
nР, об/мин |
|
|
Зацентровка Сверление Зенкерование п/ч. Зенкерование чист. Развертывание п/ч |
0,06 0,26 0,35 0,24 0,58 |
17,5 12,4 15,1 20,8 6,2 |
0,30 3,02 2,53 1,91 2,10 |
906 12472 598 222 186 |
1393 229 257 340 99 |
Значение минутной подачи определяю по формуле:
![]() (9.9)
(9.9)
Зацентровка: SM =0,06·1393 =83,6 (мм/мин);
Сверление: SM =0,26·229 = 59,5(мм/мин);
Зенкерование п/ч: SM =0,35·257 =90,0 (мм/мин);
Зенкерование чист.: SM =0,24·340 =81,6 (мм/мин);
Развертывание п/ч.: SM =0,58·99 =57,4 (мм/мин).
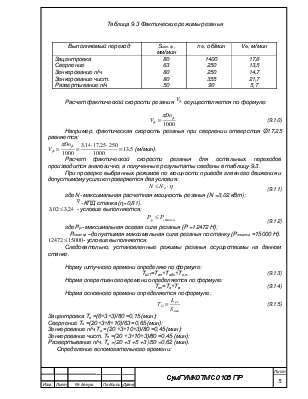
С учетом паспортных данных станка выбираю ближайшие имеющиеся на станке подачи и частоту вращения.
Таблица 9.3 Фактические режимы резанья
|
Выполняемый переход |
Sмин. ф, мм/мин |
n Ф, об/мин |
VФ, м/мин |
|
Зацентровка Сверление Зенкерование п/ч Зенкерование чист. Развертывание п/ч |
80 63 80 80 50 |
1400 250 250 355 90 |
17,6 13,5 14,7 21,7 5,7 |
Расчет
фактической скорости резания ![]() осуществляется по формуле:
осуществляется по формуле:
 (9.10)
(9.10)
Например, фактическая скорость резанья при сверлении отверстия Ø17,25 равняется:
 (м/мин).
(м/мин).
Расчет фактической скорости резанья для остальных переходов производится аналогично, а полученные результаты сведены в таблицу 9.3.
При проверке выбранных режимов по мощности привода главного движения и допустимому усилию проверяется два условия:
![]() (9.11)
(9.11)
где N- максимальная расчетная мощность резанья (N =3,02 кВт);
![]() - КПД станка (η=0,81).
- КПД станка (η=0,81).
![]() - условие выполняется;
- условие выполняется;
![]() (9.12)
(9.12)
где РР- максимальная осевая сила резанья (Р =12472 Н);
Рстанка –допустимая максимальная сила резанья по станку (Рстанка =15000 Н).
![]() - условие выполняется.
- условие выполняется.
Следовательно, установленные режимы резанья осуществимы на данном станке.
Норму штучного времени определяю по формуле:
ТШТ=Топ+Тобс+Тл.н. (9.13)
Норма оперативного времени определяется по формуле:
Топ=То+Тв (9.14)
Норма основного времени определяется по формуле:
 (9.15)
(9.15)
Зацентровка То =(6+3+3)/80 =0,15 (мин);
Сверление То =(20+3+8+10)/63 =0,65 (мин);
Зенкерование п/ч То =(20 +3+10+3)/80 =0,45 (мин);
Зенкерование чист. То =(20 +3+10+3)/80 =0,45 (мин);
Развертывание п/ч. То =(20 +3 +5 +3)/50 =0,62 (мин).
Определение вспомогательного времени:
Тв = Тв.уст + Тв.пер + Тв.изм (9.16)
где Тв.уст – время на установку и снятие детали, Тв.уст = 0,32 мин [4. карта 16].
Тв.пер – времяна связанное с переходом [4. карта 27]:
-зацентровка Тв.пер=0,28 мин;
-сверление Тв.пер =0,28 мин;
-зенкерование п/ч Тв.пер=0,32 мин;
-зенкерование чист. Тв.пер=0,32 мин;
-развертывание п/ч Тв.пер =0,40 мин.
Тв.изм – время на контрольныизмерение, Тв.изм = 0,11 мин [4. карта 86].
Тв = 0,32 + (0,42+0,42+0,64+0,64+0,60) + 0,11 = 3,15 (мин).
Норма оперативного времени равняется: Топ=2,32+3,15 =5,47 мин.
Определяю норму времени на обслуживание [7,карта 19]: Тобс=10,0 мин.
Норма времени на отдых и личные надобности [7, карта 88]: Тлн =0,05·5,47 =0,27 (мин).
ТШТ=5,47+10,0+0,27 =15,74 (мин).
Штучно калькуляционное время определяю по формуле:
ТШК =ТШT +ТПЗ/n (9.16)
где Тпз – норма подготовительно заключительного времени [7, приложение 9]: ТПЗ =13 (мин).
n - количество деталей в сменной партии:
n=(Тсм –Тпз)/Тшт (9.17)
где Тсм =480 мин – длительность смены.
n =(480-13)/15,74 =29 деталей.
ТШК =15,74 +13/29 =16,2 (мин).
Вывод: В ходе практической работы я изучил методику нормирования, приобрел практические навыки.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.