Еще И. А. Тиме в 1870 г. предложил, а К. А. Зворыкин в
1893 г. разработал модель зоны деформаций в виде единственной плоскости сдвига:
плоскости, проходящей от вершины резца к некоторой точке, лежащей на свободной
поверхности обрабатываемой заготовки. По обе стороны от этой плоскости
пластические деформации отсутствуют. Однако экспериментальные наблюдения,
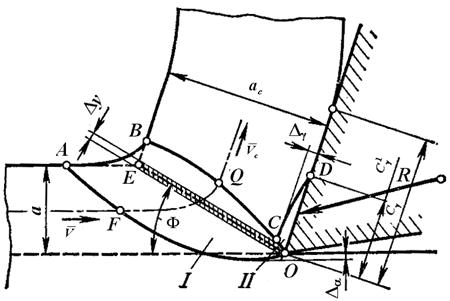
показали, что пластическая деформация происходит в некоторой области (рисунок 1.5) ![]() – так называемая зона первичных
деформаций [6, 8]. Эта зона имеет форму, близкую к клину, с вершиной на лезвии
инструмента. Ее нижняя граница
– так называемая зона первичных
деформаций [6, 8]. Эта зона имеет форму, близкую к клину, с вершиной на лезвии
инструмента. Ее нижняя граница ![]() вогнута и пересекает
продолжение поверхности резания. Верхняя граница
вогнута и пересекает
продолжение поверхности резания. Верхняя граница ![]() зоны
выпукла. Линия
зоны
выпукла. Линия ![]() плавно сопрягает
предыдущую поверхность резания со свободной стороной стружки. Рассмотренная
зона получила название зоны стружкообразования.
плавно сопрягает
предыдущую поверхность резания со свободной стороной стружки. Рассмотренная
зона получила название зоны стружкообразования.
|
Рисунок 1.5 – Модель зоны стружкообразования (по Б. Ф. Боброву [6]) |
На сложность схематизации деформаций в зоне стружкообразования указывали А. А. Брикс, Н. Н, Зорев [[26]], Г. Л. Куфарев [[27]], К. Окусима, К Хитоми, J. Pomey [[28]] и др. В тоже время Г. Л. Куфарев [27], И. Дж. А. Армарего [8] и др. отмечают, что вид этой зоны (применимость той или иной модели зоны деформаций) зависит от условий обработки. При резании с низкой скоростью, особенно при обработке металла в отожженном состоянии, более реалистичной является модель с развитой зоной деформаций и, наоборот, при обработке с высокими скоростями резания становится приемлемой модель деформаций с одной плоскостью сдвига, за счет их локализации в малых объемах.
Очевидно, что деформации приводят к возникновению напряженного
состояния в УПС. В настоящее время нет единого мнения о законе распределения
касательных и нормальных напряжений в условной плоскости сдвига. Наиболее
широкое распространение получила гипотеза о равномерном распределении. За
условие начала образования стружки принимают, что максимальные касательные
напряжения в УПС достигают определенного предела tр.
Эту величину С. С. Силин и др. называют сопротивлением пластическому сдвигу [[29]].
В соответствии с описанными теориями было предложено достаточно большое число
методов для прогнозирования величины сопротивления сдвигу ![]() по данным опытов на одноосное
растяжение-сжатие.[6, 29, 26]. Все их можно обобщить следующей формулой:
по данным опытов на одноосное
растяжение-сжатие.[6, 29, 26]. Все их можно обобщить следующей формулой:
![]() ,
( 1.1)
,
( 1.1)
где ![]() -
константа данной группы материалов;
-
константа данной группы материалов; ![]() - предельные
напряжения;
- предельные
напряжения; ![]() - коэффициент,
учитывающий деформационное и скоростное упрочнение;
- коэффициент,
учитывающий деформационное и скоростное упрочнение; ![]() -
коэффициент, учитывающий температурное разупрочнение. Значение указанных
коэффициентов по данным различных авторов приведены в таблице :
-
коэффициент, учитывающий температурное разупрочнение. Значение указанных
коэффициентов по данным различных авторов приведены в таблице :
Таблица 1.1 – Коэффициенты в формуле (1.1)
|
Автор |
|
|
|
|
Примечание |
|
С. С. Силин [29] |
|
|
1 |
1 |
m – определяется экспериментально |
|
Т. Н. Лоладзе [22] |
1 |
|
1 |
1 |
|
|
В. С. Кушнер [[30]] |
0,8 |
|
1 |
1 |
Ранние работы |
|
В. С. Кушнер [[31]] |
1 |
|
1 |
|
Для большинства сталей |
|
Н. Г. Абуладзе [22] |
0,74 |
|
|
1 |
|
|
А.М. Розенберг [15] |
2/3 |
|
|
1 |
|
|
Дж. Помей [28] |
1 |
|
|
1 |
|
С другой стороны, касательные напряжения, возникающие в УПС могут быть определены через силы резания [6]:
 , ( 1.2)
, ( 1.2)
где ![]() -
угол действия,
-
угол действия,
либо по формуле [15]:
 . (
1.3)
. (
1.3)
И. Дж. А. Армарего указывает [8], что вычисленные по первой из этих формул напряжения оказываются несколько завышенным по сравнению с величиной сопротивления сдвига. Отмечается, что объяснением этому могут служить внешние эффекты. Это, во-первых, эффект трения на задней поверхности. Сила трения на задней поверхности входит составной частью в изменяемую силу резания, но не влияет на процесс сдвига. Во-вторых, во многих случаях резания существует так называемая зона опережающего течения, которая увеличивает длину плоскости сдвига, хотя это и не учитывается при аналитическом исследовании.
В тоже время степень деформации может быть рассчитана по формуле[6; 15]:
 . (
1.4)
. (
1.4)
Из этого уравнения следует, что при ![]() степень деформации
степень деформации ![]() . Хотя хорошо видна однозначная
функциональная зависимость
. Хотя хорошо видна однозначная
функциональная зависимость ![]() .
.
Необходимо различать скорость сдвига ![]() т. е. скорость, с которой осуществляется
сдвиг по УПС, и скорость деформации
т. е. скорость, с которой осуществляется
сдвиг по УПС, и скорость деформации ![]() , определяемы по
формулам [6, 28]:
, определяемы по
формулам [6, 28]:
 ;
;  ,
( 1.5)
,
( 1.5)
где ![]() -
радиус кривизны линий течения [28]. Часто делается предположение, что скорость
деформации является постоянной в УПС.
-
радиус кривизны линий течения [28]. Часто делается предположение, что скорость
деформации является постоянной в УПС.
Большой интерес представляет прогнозирование угла сдвига. Для решения этой проблемы предложено огромное множество различных подходов. По мнению И. Дж. А. Армарего [стр. 50, 8] некоторые полученные формулы могут быть описаны общим выражением:
![]() . (
1.6)
. (
1.6)
В таблице 1.2 приведена краткая характеристика постоянных
![]() и
и ![]() .
Необходимо отметить, что такой подход из всех условий обработки учитывает
только передний угол и коэффициент трения. Угол сдвига
.
Необходимо отметить, что такой подход из всех условий обработки учитывает
только передний угол и коэффициент трения. Угол сдвига ![]() считается
независимым от упрочнения, тепловых процессов, анизотропии и др. явлений, хотя
в некоторых случаях эти формулы являются обобщением расчетов, учитывающие
указанные особенности.
считается
независимым от упрочнения, тепловых процессов, анизотропии и др. явлений, хотя
в некоторых случаях эти формулы являются обобщением расчетов, учитывающие
указанные особенности.
Помимо указанных соотношений известно много других (А.А.
Виноградов[[32]],
В.С. Кушнера [30, 31], С.С. Силин [29], С.В. Мироненко [[33]]). Все они, как
правило, носят более сложный характер и получены совместным решением известных
уравнений, связывающих угол сдвига![]() , усадку стружки
, усадку стружки![]() , и температуру резания
, и температуру резания ![]() .
.
Таблица 1.2 - Коэффициенты формулы (1.6)
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.