21 Научно исследовательская работа
Для проектирования выбираем резец с самовращающейся пластиной, которым обрабатывается заготовка по ранее обработанной поверхности (см. рисунок 21.1).
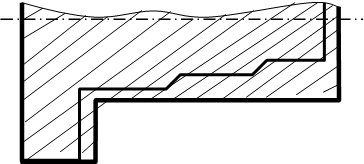 |
Силовая и тепловая нагрузки, действующие на контактные поверхности резца, определяются толщиной срезаемого слоя a и длинной рабочей режущей кромки b. Так как самовращающийся резец имеет круговую форму и значительный угол наклона режущей кромки, то известные формулы, применяемые при точении обычным инструментом, с прямолинейной главной режущей кромкой, для определения a и b не пригодны.
a = s sinφ sinσ,
где s - подача на оборот детали;
 |
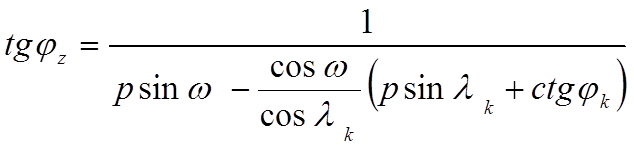
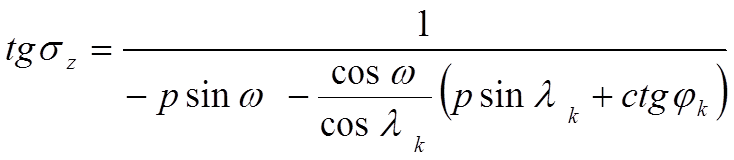
Углы φ и σ определяются с помощью следующих выражений:
 |
 |
![]()
![]()
![]()
![]()
![]()
![]() У В
У В
![]()
![]()
![]()
![]()
![]()
 t
t

![]()
![]()
![]()
![]()
![]()
 λk λ
λk λ

![]()
![]()
![]()

 R
R
![]()
![]()
![]()
![]()
![]() r
r
![]()
![]()
![]() ω
ρ λ
ω
ρ λ
![]()
![]()
![]()

![]() x φ
x φ
![]()
![]()
![]()
![]()
![]() φk
φk
![]()
![]()
![]() ψ
ψ
Rp
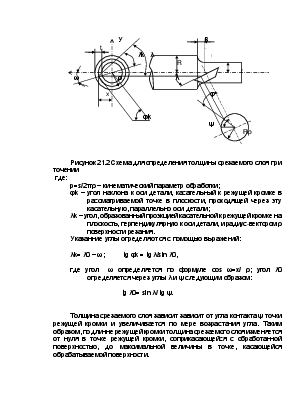
Рисунок 21.2 Схема для определения толщины срезаемого слоя при точении
где:
р=s/2πρ – кинематический параметр обработки;
φk – угол наклона к оси детали, касательный к режущей кромке в рассматриваемой точке в плоскости, проходящей через эту касательную, параллельно оси детали;
λk – угол, образованный проэкцией касательной к режущей кромке на плоскость, перпендикулярную к оси детали, и радиус-вектором ρ поверхности резания.
Указанние углы определяются с помощью выражений:
λk= λ0 – ω; tg φk = tg λ/sin λ0,
где угол ω определяется по формуле cos ω=x/ ρ; угол λ0 определяется через углы λ и ψ следующим образом:
tg λ0= sin λ/ tg ψ.
Толщина срезаемого слоя зависит зависит от угла контакта ψ точки режущей кромки и увеличивается по мере возрастания угла. Таким образом, по длинне режущей кромки толщина срезаемого слоя изменяется от нуля в точке режущей кромки, соприкасающейся с обработанной поверхностью, до максимальной величины в точке, касающейся обрабатываемой поверхности.
Максимальная толщина срезаемого слоя а mах и рабочая длина режущей кромки b при различных подачах и отрицательных статических углах наклона кромки λ приведены в таблеце 21.1.
Таблица 21.1 Толщина срезаемого слоя и рабочая длина режущей кромки при точении (D=80 мм, t=3 мм, Dp=32мм)
|
λ в град. |
а mах в мм, при s мм/об |
ψ mах |
b в мм |
||
|
0,2 |
0,4 |
0,6 |
|||
|
0 |
0,115 |
0,231 |
0,346 |
35°39´ |
9,96 |
|
15 |
0,119 |
0,239 |
0,358 |
35°13´ |
9,93 |
|
30 |
0,128 |
0,257 |
0,385 |
34°05´ |
9,52 |
|
45 |
0,144 |
0,289 |
0,433 |
32°40´ |
9,12 |
|
60 |
0,167 |
0,334 |
0,501 |
31°25´ |
8,77 |
|
75 |
0,189 |
0,379 |
0,568 |
30°37´ |
8,55 |
Возрастание угла λ сопровождается непрерывным увеличением толщины срезаемого слоя и уменьшением рабочей длины режущей кромки. Уменьшение b связано с соответствующим уменьшением максимального угла контакта. Так как поверхность резания очерчена криволинейной образующей, то под условной шириной срезаемого слоя будем понимать размер В, изображенный на рисунке 21.2. условная ширина срезаемого слоя
В=Rp sin ψ mах cos λ;
из выражения следует, что при увеличении угла λ произходит уменьшение условной ширины срезаемого слоя.
Скорость самовращения режущей кромки является важнейшей кинематической характеристикой, определяющей особенности резания инструментами с самовращающимися резцами, и её величина оказывает значительное влияние на процессы, происходящие в зоне деформации и на передней поверхности инструмента.
При обработке материала самовращающимся резцом, скорость вращения режущей кромки будит зависеть от величины статического угла λ и подачи, помере их увеличения скорость самовращения резца всё больше приближается к произведению v sinλ; увеличение же глубины резания, наоборот, уменьшает скорость самовращения резца. При увеличении подачи возрастает касательная к режущей кромке составляющая силы трения, действующей на передней поверхности, приводящая во вращение резец. При увеличении глубины резания касательная сила, вращающая резец, возрастает; но при этом из-за увеличения рабочей длины режущей кромки и уменьшения средней величины рабочего переднего угла одновременно значительно возрастает радиальная сила, что приводит к уменьшению скорости вращения резца.
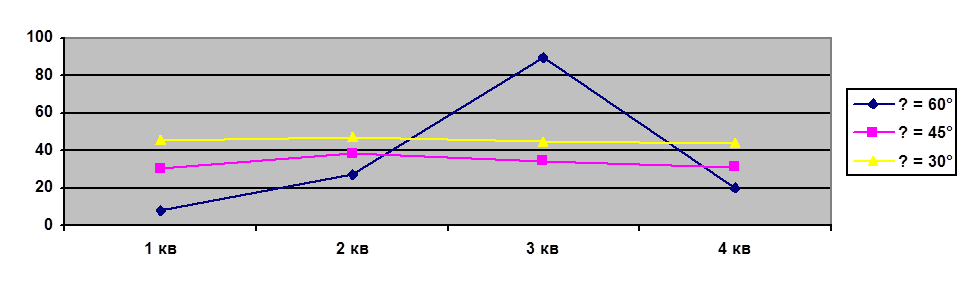 |
λ = 60°
λ = 45°
λ = 30°
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.