7.1 Анализ и обоснование схем базирования
и закрепления заготовки.
Операция 035 – хонинговальная.
Цель данной операции – подготовка базовой поверхности для базирования и закрепления заготовки на последующих операциях. Это требует более высокой чистоты поверхности внутреннего отверстия. На последующих операциях заготовку предполагается базировать и закреплять на гидропластовой оправке, поверхность которой всегда должна оставаться гладкой и поэтому при грубой предварительной обработке внутреннего отверстия гильзы оправка может быть повреждена.
Поэтому необходимо уже на данной стадии производить тонкую обработку отверстия.
Из всех возможных способов тонкой обработки отверстия наиболее подходящим является хонингование. Данное утверждение базируется на следующих факторах:
- номинальный диаметр отверстия 128 мм
- необходимая точность - 127,85 +0,03, а именно 6-7 квалитет.
При выборе схемы базирования на хонинговальной операции исходим из следующих аспектов:
Хонинговальная головка сама направляется в отверстие, поэтому нет необходимости четко совмещать ось шпинделя и ось заготовки. т.е. они должны приблизительно совпадать. Но необходимо обеспечить их сонаправленность (параллельность). Также нет необходимости фиксировать положение заготовки в каком-либо положении поворота вокруг своей оси.
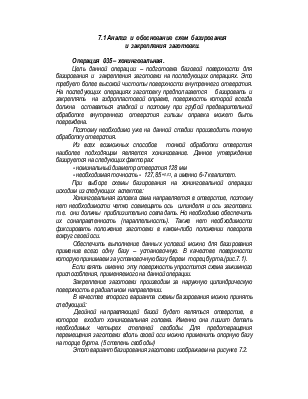
Обеспечить выполнение данных условий можно для базирования применив всего одну базу – установочную. В качестве поверхности которую принимаем за установочную базу берем торец бурта.(рис.7.1).
Если взять именно эту поверхность упростится схема зажимного приспособления, применяемого на данной операции.
Закрепление заготовки производим за наружную цилиндрическую поверхность в радиальном направлении.
В качестве второго варианта схемы базирования можно принять следующий:
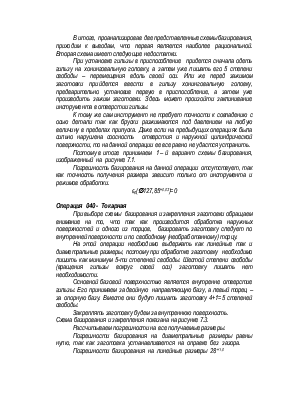
Двойной направляющей базой будет являться отверстие, в которое входит хонинговальная головка. Именно она лишит деталь необходимых четырех степеней свободы. Для предотвращения перемещения заготовки вдоль своей оси можно применить опорную базу на торце бурта. (5 степень свободы)
Этот вариант базирования заготовки изображаем на рисунке 7.2.
В итоге, проанализировав две представленные схемы базирования, приходим к выводам, что первая является наиболее рациональной. Вторая схема имеет следующие недостатки.
При установке гильзы в приспособление придется сначала одеть гильзу на хонинговальную головку, а затем уже лишать его 5 степени свободы – перемещения вдоль своей оси. Или же перед зажимом заготовки прийдется ввести в гильзу хонинговальную головку, предварительно установив первую в приспособление, а затем уже производить зажим заготовки. Здесь может произойти заклинивание инструмента в отверстии гильзы.
К тому же сам инструмент не требует точности к совпадению с осью детали так как бруски разжимаются под давлением на любую величину в пределах припуска. Даже если на предыдущих операциях была сильно нарушена соосность отверстия и наружной цилиндрической поверхности, то на данной операции ее все равно не удастся устранить.
Поэтому в итоге принимаем 1 – й вариант схемы базирования, изображенный на рисунке 7.1.
Погрешность базирования на данной операции отсутствует, так как точность получения размера зависит только от инструмента и режимов обработки.
εб(Æ127,85+0,03)=0
Операция 040 - Токарная
При выборе схемы базирования и закрепления заготовки обращаем внимание на то, что так как производится обработка наружных поверхностей и одного из торцов, базировать заготовку следует по внутренней поверхности и по свободному (необработанному) торцу.
На этой операции необходимо выдержать как линейные так и диаметральные размеры, поэтому при обработке заготовку необходимо лишить как минимум 5-ти степеней свободы. Шестой степени свободы (вращения гильзы вокруг своей оси) заготовку лишать нет необходимости.
Основной базовой поверхностью является внутренне отверстие гильзы. Его принимаем за двойную направляющую базу, а левый торец – за опорную базу. Вместе они будут лишать заготовку 4+1=5 степеней свободы.
Закреплять заготовку будем за внутреннюю поверхность.
Схема базирования и закрепления показана на рисунке 7.3.
Рассчитываем погрешности на все получаемые размеры.
Погрешности базирования на диаметральные размеры равны нулю, так как заготовка устанавливается на оправке без зазора.
Погрешности базирования на линейные размеры 28+1,0
и 254,7-0,3 равны нулю, так как в процессе получения их при обработке технологическая база совпадает с измерительной
Рисунок 7.3 - Схема базирования на 040 - й операции.
.
Погрешность базирования на размер 44,7±0,5 равна допуску на размер 254,7-0,3
εб(44,7±0,5)=Т(254,7-0,3)=0,3 мм
Условие( ) выполняется.
) выполняется.
Операция 070 – Токарная с ЧПУ.
На 70-й технологической операции должна производиться чистовая обработка наружной цилиндрической поверхности, поэтому базировать и закреплять заготовку следует за внутреннюю цилиндрическую поверхность, так как отверстие гильзы цилиндра имеет Ø 128 мм и длину 253 мм т.е. отношение 253/128=1,97, поэтому при базировании заготовки внутреннее отверстие будет двойной направляющей базой.
Для фиксирования гильзы цилиндра на станке в осевом направлении заготовку также базируем по торцу, который будет являться опорой базой.
Закреплять заготовку на станке при данной схеме базирования лучше всего за внутреннюю цилиндрическую поверхность. Схема базирования и закрепления заготовки показана на рисунке 7.4.
Рисунок 7.4 – Схема базирования и закрепления заготовки
на 070 –й токарной операции с ЧПУ.
Рассчитываем погрешности базирования на все размеры, получаемые на данной операции.
Погрешность базирования на размер 26± 1 равна нулю, так как в процессе выдерживания его при обработке технологическая база совпадает с измерительной. εб(26±1)=0
Погрешность базирования на размер 154± 0.5 равна нулю, так как в процессе получения его при обработке технологическая база совпадает с измерительной. εб(154±0,5)=0
Погрешность базирования на размер 1+0,1 равна нулю, так как технологическая база совпадает с измерительной. εб(1+0,1)=0
Погрешность базирования на размер 10,07-0,02 равна допуску размера 1+0,1
εб(10,07-0,02)=Т(1+0,1)=0,1 мм
Возникающая погрешность базирования на размер 10,07-0,02 больше допускаемой так как не выполняется условие
(6.10)
Но, учитывая, что обработка производится по управляющей программе, данная погрешность не повлияет на точность получения размера.
Погрешности базирования на диаметральные размеры равны нулю, так как заготовка устанавливается на разжимной оправке без зазора.
Выводы.
В результате выполнения этого пункта были выбраны схемы базирования для двух различных технологических операций. Были учтены все требования к выбору чистовых баз. Также предусматривалась простота смены заготовок и их закрепления.
Были рассчитаны погрешности базирования на все размеры, получаемые на этих операциях.
Схемы базирования и закрепления заготовки были выбраны верно. Это повлечет за собой упрощение конструкций приспособлений. Принятые схемы базирования дают минимальную погрешность получения размеров.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.