11. Разработка вариантов МТП и выбор оптимального
Проектирование технологического процесса механической обработки детали основывается на анализе служебного назначения всех без исключения поверхностей детали, анализе технических требований, предъявляемых к детали, и условий ее эксплуатации. При этом учитывается принцип поэтапности, когда вначале выполняется все черновые операции ,затем получистовые, чистовые и отделочные, позволяя в условиях экономически достижимой точности обработки поверхностей, получить заданные параметры точности и качества.
Базовый, заводской техпроцесс обработки гильзы предусматривает четкое соблюдение принципа поэтапности, причем для ряда поверхностей идет перестраховка по количеству этапов обработки, что вполне обосновано в условиях массового производства. Например, обработка отверстия гильзы диаметром 110+0,02 осуществляется в шесть этапов. Черновое и получистовое растачивание и четыре последующих операции хонингования.
Для сокращения хонинговальных операций предлагается ввести такой вид хонингования, как платовершинное хонингование. Теория данного вида обработки отображена в пункте 20. Исходя из этого, процесс обработки внутренней поверхности гильзы будет следующий: черновое и получистовое растачивание, черновое хонингование, базовое хонингование, платовершинное хонингование. Экономическое обоснование данного варианта обработки приведено в пункте 7.
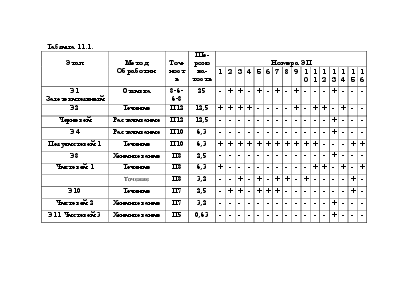
С учетом высказанных предложений, а также на основе анализа базового (заводского) технологического процесса построим матрицу технологического процесса механической обработки детали, гильза 240-1002021 (см.таблицу11.1.) Обозначаются (номеруются) все поверхности гильзы. Затем определяются этапы обработки ее поверхности с учетом ранее определенных МОП и в матрице против обрабатываемых поверхностей ставится знак “+”. В итоге мы получим так называемую матрицу технологического процесса, на основе которой можно выделить укрупненные операции техпроцесса.
Деталь имеет развитые, открытые поверхности, что позволяет в полной мере обеспечить принцип единства баз на всех операциях техпроцесса, как и принцип постоянства баз.
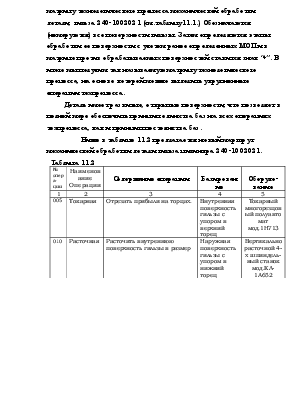
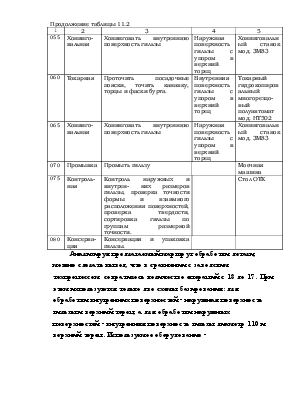
Ниже в таблице 11.2 предлагается новый маршрут механической обработки детали гильза цилиндра 240-1002021.
Таблица 11.2
|
№ опера- ции |
Наименование Операции |
Содержание операции |
Базирование |
Оборудо-вание |
|
1 |
2 |
3 |
4 |
5 |
|
005 |
Токарная |
Отрезать прибыли на торцах. |
Внутренняя поверхность гильзы с упором в верхний торец |
Токарный многорезцовый полуавто мат мод.1Н713 |
|
010 |
Расточная |
Расточить внутреннюю поверхность гильзы в размер |
Наружная поверхность гильзы с упором в нижний торец |
Вертикальнорасточной 4-х шпиндель-ный станок мод.КЛ-1А652 |
Таблица 11.1.
|
Этап |
Метод Обработки |
Точ- ность |
Ше-рохо ва-тость |
Номера ЭП |
|||||||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
||||
|
Э1 Заготовительный |
Отливка |
8-6-6-8 |
25 |
- |
+ |
+ |
- |
+ |
- |
+ |
- |
+ |
- |
- |
- |
+ |
- |
- |
- |
|
Э2 |
Точение |
IT12 |
12,5 |
+ |
+ |
+ |
+ |
- |
- |
- |
- |
+ |
- |
+ |
+ |
- |
+ |
- |
- |
|
Черновой |
Растачивание |
IT12 |
12,5 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
+ |
- |
- |
- |
|
Э4 |
Растачивание |
IT10 |
6,3 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
+ |
- |
- |
- |
|
Получистовой 1 |
Точение |
IT10 |
6,3 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
- |
- |
+ |
+ |
|
Э8 |
Хонингование |
IT8 |
2,5 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
+ |
- |
- |
- |
|
Чистовой 1 |
Точение |
IT8 |
6,3 |
+ |
- |
- |
- |
- |
- |
- |
- |
- |
- |
+ |
+ |
- |
+ |
- |
+ |
|
Точение |
IT8 |
3,2 |
- |
- |
+ |
- |
+ |
- |
+ |
+ |
- |
+ |
- |
- |
- |
- |
+ |
- |
|
|
Э10 |
Точение |
IT7 |
2,5 |
- |
+ |
+ |
- |
+ |
+ |
+ |
- |
- |
- |
- |
- |
- |
- |
+ |
- |
|
Чистовой 2 |
Хонингование |
IT7 |
3,2 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
+ |
- |
- |
- |
|
Э11 Чистовой 3 |
Хонингование |
IT5 |
0,63 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
+ |
- |
- |
- |
|
Продолжение таблицы 11.2 |
|||||
|
1 |
2 |
3 |
4 |
5 |
|
|
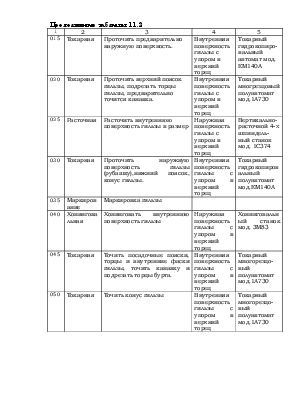
015 |
Токарная |
Проточить предварительно наружную поверхность. |
Внутренняя поверхность гильзы с упором в верхний торец |
Токарный гидрокопиро-вальный автомат мод. ЕМ140А |
|
|
020 |
Токарная |
Проточить верхний поясок гильзы, подрезать торцы гильзы, предварительно точится канавка. |
Внутренняя поверхность гильзы с упором в верхний торец |
Токарный многрезцовый полуавтомат мод.1А730 |
|
|
025 |
Расточная |
Расточить внутреннюю поверхность гильзы в размер |
Наружная поверхность гильзы с упором в верхний торец |
Вертикально-расточной 4-х шпиндель-ный станок мод. 1С374 |
|
|
030 |
Токарная |
Проточить наружную поверхность гильзы (рубашку),нижний поясок, конус гильзы. |
Внутренняя поверхность гильзы с упором в верхний торец |
Токарный гидрокопировальный полуавтомат мод.ЕМ140А |
|
|
035 |
Маркирование |
Маркировка гильзы |
|||
|
040 |
Хонинговальная |
Хонинговать внутреннюю поверхность гильзы |
Наружная поверхность гильзы с упором в верхний торец |
Хонинговальный станок мод. 3М83 |
|
|
045 |
Токарная |
Точить посадочные пояски, торцы и внутренние фаски гильзы, точить канавку и подрезать торцы бурта. |
Внутренняя поверхность гильзы с упором в верхний торец |
Токарный многорезцо-вый полуавтомат мод.1А730 |
|
|
050 |
Токарная |
Точить конус гильзы |
Внутренняя поверхность гильзы с упором в верхний торец |
Токарный многорезцо-вый полуавтомат мод.1А730 |
|
Продолжение таблицы 11.2 |
|||||
|
1 |
2 |
3 |
4 |
5 |
|
|
055 |
Хонинго-вальная |
Хонинговать внутреннюю поверхность гильзы |
Наружная поверхность гильзы с упором в верхний торец |
Хонинговальный станок мод. 3М83 |
|
|
060 |
Токарная |
Проточить посадочные пояски, точить канавку, торцы и фаски бурта. |
Внутренняя поверхность гильзы с упором в верхний торец |
Токарный гидрокопировальный многорезцо-вый полуавтомат мод. НТ502 |
|
|
065 |
Хонинго-вальная |
Хонинговать внутреннюю поверхность гильзы |
Наружная поверхность гильзы с упором в верхний торец |
Хонинговальный станок мод. 3М83 |
|
|
070 |
Промывка |
Промыть гильзу |
Моечная машина |
||
|
075 |
Контроль-ная |
Контроль наружных и внутрен- них размеров гильзы, проверка точности формы и взаимного расположения поверхностей, проверка твердости, сортировка гильзы по группам размерной точности. |
Стол ОТК |
||
|
080 |
Консерва-ция |
Консервация и упаковка гильзы. |
|||
Анализируя предлагаемый маршрут обработки детали, можно сделать вывод, что в сравнении с заводским техпроцессом сократилось количество операций с 18 до 17. При этом используются только две схемы базирования: для обработки внутренних поверхностей - наружная поверхность гильзы и верхний торец; а для обработки наружных поверхностей - внутренняя поверхность гильзы диаметр 110 и верхний торец. Используемое оборудование - высокопроизводительные станки автоматы или полуавтоматы с автооператорами, что соответствует массовому производству.
На 015 Токарной операции поменялись станки 1Н713 на ЕМ140А. Это обусловлено тем, что на данной операции применяется резец с пластинкой из оксидной керамики, что в свою очередь повышает скорость резания. Мощности станка 1Н713 не хватает, поэтому берется станок мод. ЕМ140А.
На основе предложенного анализа составлен маршрутный технологический процесс механической обработки детали
“гильза цилиндра 240-1002021” - Сум ГУ 10.140.00001, операционный техпроцесс - Сум ГУ 60.140.00001-00008, с операционными эскизами - Сум ГУ 20.140.00001-00008, которые представлены в альбоме технологической документации Сум ГУ 10140.961074.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.