According to the reported literature, it has been noted that the skiving technology has been known for more than half a century. It has been widely studied in both USSR and abroad countries such as Germany, USA, Japan etc. and machine series have been designed. Unfortunately, a very short tool life has been observed and therefore an advanced research is strongly needed.
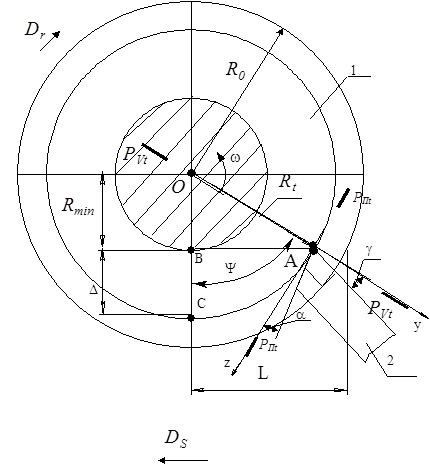
In the first section “The Skiving Theory”, the modern ideas of “Classical” orthogonal skiving have been outlined. It has been shown that there are six types of the skiving kinematics which imply a unique principle: a workpiece rotates with cutting speed while the outer (inner) surface is processed by tool being in a feed motion tangential to the machined surface. This kinematics leads to some process features which are variation of UCT and cutting angles, a short machining cycle time as well as a long cutting length which do not depend on cutting width and a slipping. All these features make skiving an unsteady-state relatively long-term machining process. It has been proved that linear down-feed skiving has the best performances of all skiving types known (fig. 1).
Based on the literature observation some equations of UCT variation and its maximum value, transient rake, clearance and transformation angles as well as machining cycle (MC) time have been discussed and visualized by the diagrams. It has been indicated that the UCT maximum vary with square root of removing allowance and inversely with square root of workpiece radius.
|
Figure 1 - Kinematics of linear down-feed skiving: 1 - tool; 2 - workpiece |
It has been shown that real UCT variation is not similar to predicted one because of UCT magnitude comparability with tool edge radius at the beginning and at end of MC. This fact results in MC long-term segments with no cutting, which can be called slipping regions. It leads to a real UCT maximum about twice as much of predicted one. Therefore, it has been suggested to decompose MC to six sections determined according to its cutting features.
It has been summarized that cutting forces and chip length ratio are also variable and depend on transient cutting conditions. It has been shown that an m-order polynomial function can be used to interpolate an experimentally obtained variations of these parameters. This approach potentiates making all calculations needed for simulation. It has been noted that analysis of the equations prompts also determination of both rake and flank forces.
It is worth noting that all cutting phenomena appearing in the classical cutting processes are also inherent in the skiving. However, mutual effect of variable UCT and cutting angles makes deformation, friction, heat transfer and other processes run in a way different from conventional one. Nevertheless, the certain similarities to conventional processes can be found by skiving comparison, e. g., with slab milling and grinding.
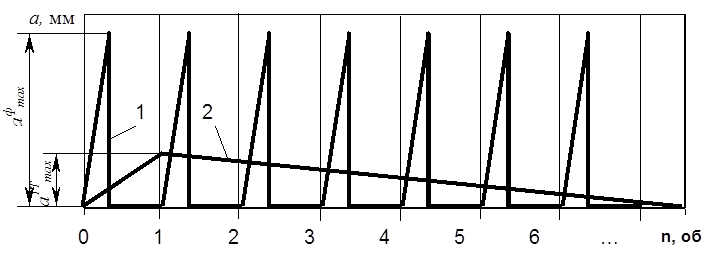
Like skiving, these are also unsteady-state cutting processes. In this study their profound comparison with skiving has been given. It has been shown that skiving MC and single point slab milling MC under the same conditions are equal in the time and total cutting length but differ in regularity: only single stage with extremal UCT variation under skiving and n stages with monotonic UCT variation under milling can be observed (fig. 2). The similarities in UCT variation under grinding and skiving have been also shown. Moreover, other correspondences between discussed cutting processes have been arisen. It has allowed concluding that theory of the milling and grinding can be applied to elaboration of skiving simulation model but additional development is extremely needed.
|
Figure 2 - Undeformed chip thickness variation under milling (1) and linear down-feed skiving (2) under the similar cutting conditions |
It has been pointed out that rotary machine design can be developed if only based on skiving technology. Both the main features and benefits of this machine design have been described. It has been pointed up that there is a lack of skiving machine design database, methods of skiving manufacture process designing and CAM software which are a “bottleneck” of wide skiving application.
In the second section “The flaws of skiving utilization”, it has been shown that the widest usage of skiving can be observed in automobile industry where crankshaft are previously processed by turnbroaching. HELLER, Komatsu Ltd, DAEWOO Corp. etc., which produce as well use widely turnbroaching machines has been enumerated. The review of modern Ukrainian industry has been given and a lack of skiving utilization in our country has been held up to view. An analysis of this situation has been expressed.
|
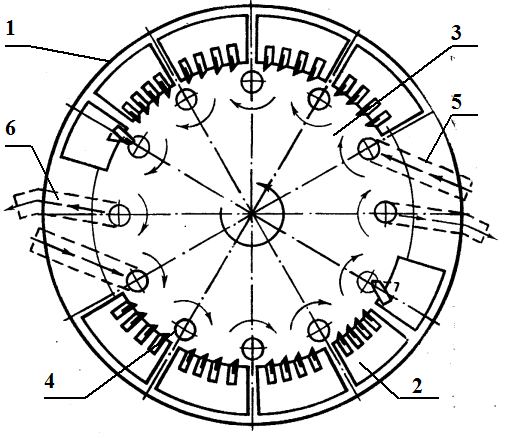
Figure 3 – КА-350 automatic lathe design: 1 – frame; 2 – tool units; 3 – spindle drum; 4 - spindles; 5 – charging unit; 6 – discharging unit |
The benefits of skiving technology utilization has been proved by giving an example of bearing rings processed with KA-350 automate rotary-type lathe. Two-million bearing ring production program has been assumed. Three new alternative manufacturing technologies instead of two old ones have been proposed. They imply a usage of piece blank as well a continuos round billet. The production costs for all variants mentioned above have been computed and analyzed. It has been confirmed that the skiving utilization is beneficial in all cases but especially in the case of piece blank usage. A deep costing analysis has been also given.
In conclusions the main goals and tasks have been formulated. It has been pointed up that the skiving has to be studied as dry-cutting technology by using up-to-day methods and approaches.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.