6.2 Анализ базового техпроцесса
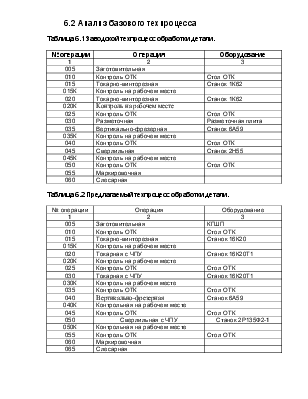
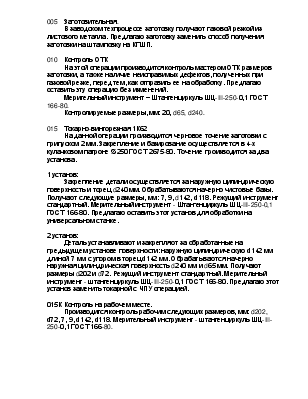
Таблица 6.1 Заводской техпроцесс обработки детали.
|
№ операции |
Операция |
Оборудование |
|
1 |
2 |
3 |
|
005 |
Заготовительная |
|
|
010 |
Контроль ОТК |
Стол ОТК |
|
015 |
Токарно-винторезная |
Станок 1К62 |
|
015К |
Контроль на рабочем месте |
|
|
020 |
Токарно-винторезная |
Станок 1К62 |
|
020К |
Контроль на рабочем месте |
|
|
025 |
Контроль ОТК |
Стол ОТК |
|
030 |
Разметочная |
Разметочная плита |
|
035 |
Вертикально-фрезерная |
Станок 6А59 |
|
035К |
Контроль на рабочем месте |
|
|
040 |
Контроль ОТК |
Стол ОТК |
|
045 |
Сверлильная |
Станок 2Н55 |
|
045К |
Контроль на рабочем месте |
|
|
050 |
Контроль ОТК |
Стол ОТК |
|
055 |
Маркировочная |
|
|
060 |
Слесарная |
Таблица 6.2 Предлагаемый техпроцесс обработки детали.
|
№ операции |
Операция |
Оборудование |
|
1 |
2 |
3 |
|
005 |
Заготовительная |
КГШП |
|
010 |
Контроль ОТК |
Стол ОТК |
|
015 |
Токарно-винторезная |
Станок 16К20 |
|
015К |
Контроль на рабочем месте |
|
|
020 |
Токарная с ЧПУ |
Станок 16К20Т1 |
|
020К |
Контроль на рабочем месте |
|
|
025 |
Контроль ОТК |
Стол ОТК |
|
030 |
Токарная с ЧПУ |
Станок 16К20Т1 |
|
030К |
Контроль на рабочем месте |
|
|
035 |
Контроль ОТК |
Стол ОТК |
|
040 |
Вертикально-фрезерная |
Станок 6А59 |
|
040К |
Контрольная на рабочем месте |
|
|
045 |
Контроль ОТК |
Стол ОТК |
|
050 |
Сверлильная с ЧПУ |
Станок 2Р135Ф2-1 |
050К |
Контрольная на рабочем месте |
|
|
055 |
Контроль ОТК |
Стол ОТК |
|
060 |
Маркировочная |
|
|
065 |
Слесарная |
005 Заготовительная.
В заводском техпроцессе заготовку получают газовой резкой из листового металла. Предлагаю заготовку заменить способ получения заготовки на штамповку на КГШП.
На этой операции производится контроль мастером ОТК размеров заготовки, а также наличие неисправимых дефектов, полученных при газовой резке, перед тем, как отправить ее на обработку. Предлагаю оставить эту операцию без изменений.
Мерительный инструмент – Штангенциркуль ШЦ-III-250-0,1 ГОСТ 166-80.
Контролируемые размеры, мм: 20, d65, d240.
015 Токарно-винторезная 1К62
На данной операции производится черновое точение заготовки с припуском 2 мм. Закрепление и базирование осуществляется в 4-х кулачковом патроне Æ250 ГОСТ 2675-80. Точение производится за два установа.
1 установ:
Закрепление детали осуществляется за наружную цилиндрическую поверхность и торец d240 мм. Обрабатываются начерно чистовые базы. Получают следующие размеры, мм: 7, 9, d142, d118. Режущий инструмент стандартный. Мерительный инструмент - Штангенциркуль ШЦ-III-250-0,1 ГОСТ 166-80. Предлагаю оставить этот установ для обработки на универсальном станке.
2 установ:
Деталь устанавливают и закрепляют за обработанные на предыдущем установе поверхности: наружную цилиндрическую d142 мм длиной 7 мм с упором в торец d142 мм. Обрабатываются начерно наружная цилиндрическая поверхность d240 мм и d65 мм. Получают размеры d202 и d72. Режущий инструмент стандартный. Мерительный инструмент - штангенциркуль ШЦ-III-250-0,1 ГОСТ 166-80. Предлагаю этот установ заменить токарной с ЧПУ операцией.
015К Контроль на рабочем месте.
Производится контроль рабочим следующих размеров, мм: d202, d72, 7, 9, d142, d118. Мерительный инструмент - штангенциркуль ШЦ-III-250-0,1 ГОСТ 166-80.
020 Токарно-винторезная 1К62.
На данной операции производится чистовое точение заготовки за два установа.
1 установ:
Деталь устанавливается и закрепляется в 4-х кулачковом патроне Æ250 ГОСТ 2675-80 за наружную цилиндрическую поверхность d142 мм длиной 7 мм с упором в торец d142. Обрабатывается наружная цилиндрическая поверхность и торец d202, внутренняя цилиндрическая поверхность d72. Получают следующие размеры, мм: d200, d76+0,3, d145, 2, d88, d102, 4±1. Режущий инструмент стандартный. Предлагаю производить обработку на станке с ЧПУ.
2 установ:
Деталь устанавливается и закрепляется в 4-х кулачковом патроне Æ250 ГОСТ 2675-80 за наружную цилиндрическую поверхность d200 мм с упором в торец d200 мм. Обрабатывается наружная цилиндрическая поверхность d142 мм, внутренняя цилиндрическая поверхность d118 мм, торци d142 мм, d200 мм, d118 мм. Получают следующие размеры, мм: 8, 10, 18, d130, d140h8, R5. Режущий инструмент стандартный, а также фасонный резец с режущей кромкой радиусом 5 мм. Предлагаю производить обработку на станке с ЧПУ.
020К Контроль на рабочем месте.
Производится контроль рабочим следующих размеров, мм: d200, d76+0,3, d145, d88, d102, d130, d140h8, 2, 4±1, 8, 10, 18.
Мерительный инструмент: штангенциркуль ШЦ-III-250-0,1 ГОСТ 166-80, микрометр МК-150 ГОСТ 6507-78, шаблон фасонный R5.
Предлагаю оставить эту операцию.
025 Контроль ОТК.
Производится контроль вышеперечисленных размеров детали мастером ОТК перед отправлением детали на фрезерную операцию. Мерительный инструмент тот же.
Предлагаю оставить эту операцию.
030 Разметочная.
Производится разметка на разметочной плите положения отверстий для сверлильной операции и паза для вертикально-фрезерной операции.
Данная операция в предлагаемом техпроцессе не нужна, так как будет применяться сверлильный станок с ЧПУ.
035 Вертикально – фрезерная 6А59.
На данной операции производится фрезерование паза 8x7 мм концевой фрезой d8 мм. Деталь устанавливается торцом d145 мм на стол и крепится к нему болтами. Предлагаю оборудование оставить то же, а для базирования и закрепления детали использовать специальное приспособление.
035К Контроль на рабочем месте.
Производится контроль размеров паза 7 мм и 8 мм. Мерительный инструмент – линейка. Предлагаю оставить эту операцию без изменений.
040 Контроль ОТК.
Те же самые размеры проверяет мастер ОТК перед отправкой детали на сверлильную операцию.
Операция остается без изменений.
045 Сверлильная 2Н55.
Производится сверление 5 сквозных отверстий d12 мм с фасками 1x45 по предварительной разметке.
Деталь устанавливается в 3-х кулачковый патрон Æ250 ГОСТ 2675-80 наружной цилиндрической поверхностью d200 мм с упором в торец d140h8 мм. Режущий инструмент стандартный.
Предлагаю заменить данную операцию на сверлильную с ЧПУ.
045К Контроль на рабочем месте.
Производится контроль размеров отверстий d12 мм. Мерительный инструмент – гладкий калибр-пробка d12H14.
Операция остается без изменений.
050 Контроль ОТК.
То же самое проверяет мастер ОТК перед отправлением на последующие операции.
Операция остается без изменений.
055 Маркировочная.
На детали маркируется ударным способом обозначение чертежа детали.
Операция остается без изменений.
060 Слесарная.
Производится снятие заусенцев с детали и установка ее в изделие.
Операция остается без изменений.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.