5.2 Анализ и обоснование схемы базирования заготовки.
Качество изготовления детали в большой степени зависит от правильности установки и закрепления заготовки на станке. Установка состоит из базирования, т.е. ориентации заготовки относительно исполнительных
органов станка, инструмента или траектории его перемещения, и закрепления, т.е. приложения сил к заготовке для фиксации положения заготовки, достигнутого при базировании.
Поверхность, используемая для базирования, должна соответствовать следующим требованиям:
-большие размеры, геометрически правильная форма;
-низкая шероховатость поверхности (без задирав, наплывов, буртиков, остатков литниковой системы и т.д.);
-непосредственная размерная связь с обрабатываемой поверхностью, близкое расположение к обрабатываемой поверхности;
-отсутствие значимых деформаций и низкой жесткости базовых поверхностей;
-использование принципа постоянства баз;
-возможность простого и удобного закрепления заготовки.
5.2.3 Анализ и обоснование схемы базирования и закрепления заготовки на операции № 110 Расточной.
Эта операция состоит из двух установ, на которых обрабатываются два внутренних диаметра плунжера. Эти поверхности уже предварительно обработаны на предыдущих операциях, на которых был снят черновой припуск.
В случае с первой схемой базирования обработка осуществляется в два устнова на оправке с зазором.
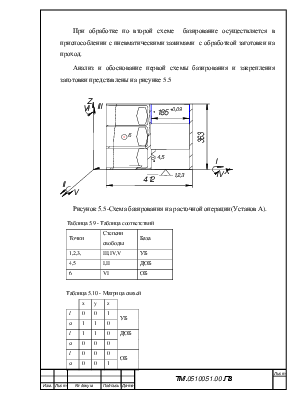
При обработке по второй схеме базирование осуществляется в приспособлении с пневматическими зажимами с обработкой заготовки на проход.
Анализ и обоснование первой схемы базирования и закрепления заготовки представлены на рисунке 5.5
Рисунок 5.5-Схема базирования на расточной операции(Установ А).
Таблица 5.9 - Таблица соответствий
|
Точки |
Степени свободы |
База |
|
1,2,3, |
III,IV,V |
УБ |
|
4,5 |
I,II |
ДОБ |
|
6 |
VI |
ОБ |
Таблица 5.10 - Матрица связей
|
x |
y |
z |
||
|
l |
0 |
0 |
1 |
УБ |
|
α |
1 |
1 |
0 |
|
|
l |
1 |
1 |
0 |
ДОБ |
|
α |
0 |
0 |
0 |
|
|
l |
0 |
0 |
0 |
ОБ |
|
α |
0 |
0 |
1 |
Расчет погрешностей базирования.Расчет погрешности базирования на диаметральный размер Ø 185+0,09
 (5.1)
(5.1)
![]()
(5.2)
![]()
При
достаточной точности базирования должно выполняться условие: ![]() 0,0595 < 0,09 мм - следовательно, точность базирования достаточная.
0,0595 < 0,09 мм - следовательно, точность базирования достаточная.
Рисунок 5.6-Схема базирования на расточной операции(Установ Б).
Таблица 5.11 - Таблица соответствий
|
Точки |
Степени свободы |
База |
|
1,2,3, |
III,IV,V |
УБ |
|
4,5 |
I,II |
ДОБ |
|
6 |
VI |
ОБ |
Таблица 5.12 - Матрица связей
|
x |
y |
z |
||
|
l |
0 |
0 |
1 |
УБ |
|
α |
1 |
1 |
0 |
|
|
l |
1 |
1 |
0 |
ДОБ |
|
α |
0 |
0 |
0 |
|
|
l |
0 |
0 |
0 |
ОБ |
|
α |
0 |
0 |
1 |
Расчет погрешностей базирования.
Расчет погрешности базирования на диаметральный размер Ø 185+0,09 .
(5.1)(5.2)
![]()
![]()
При
достаточной точности базирования должно выполняться условие: ![]() 0,0595 < 0,09 мм - следовательно, точность базирования достаточная.
0,0595 < 0,09 мм - следовательно, точность базирования достаточная.
Рисунок 5.7-Схема базирования на расточной операции.
Таблица 5.13 - Таблица соответствий
|
Точки |
Степени свободы |
База |
|
1,2,3, |
III,IV,V |
УБ |
|
4,5 |
I, II |
ДОБ |
|
6 |
VI |
ОБ |
Таблица 5.14 - Матрица связей
|
x |
y |
z |
||
|
l |
0 |
0 |
1 |
УБ |
|
α |
1 |
1 |
0 |
|
|
l |
1 |
1 |
0 |
ДОБ |
|
α |
0 |
0 |
0 |
|
|
l |
0 |
0 |
0 |
ОБ |
|
α |
0 |
0 |
1 |
Расчет погрешностей базирования.
Расчет погрешности базирования на диаметральный размер Ø 185+0,09 .
 (5.3)
(5.3)
где, Td=90 мкм;
α=120º
При
достаточной точности базирования должно выполняться условие: ![]() 0,052 < 0,09 мм - следовательно, точность базирования достаточная.
0,052 < 0,09 мм - следовательно, точность базирования достаточная.
На основе данных
полученных в результате анализа схемы базирования необходимо выбрать
оптимальную схему закрепления заготовки. На основе проведенного анализа
очевидно, что схемы базирования, с точки зрения получаемой точности, имеют
различия. Первая схема базирования(на цилиндрической оправке с зазором ) дает
погрешность базирования ![]() . Во вторая схема базирования (в
приспособлении с пневматическими зажимами ) погрешность базирования
. Во вторая схема базирования (в
приспособлении с пневматическими зажимами ) погрешность базирования ![]() . Это означает, что вторая схема
является более точной, а ее выбор предпочтительней.
. Это означает, что вторая схема
является более точной, а ее выбор предпочтительней.
Таким образом в качестве рабочей схемы базирования выбрана схема базирования в приспособлении с пневмоническими зажимами.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.