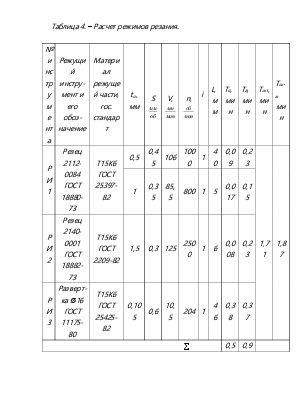
Таблица 4. – Расчет режимов резания.
|
№ инструмента |
Режущий инстру-мент и его обоз-начение |
Материал режущей части, гос. стандарт |
to, мм |
S
|
V, |
n,
|
і |
L, мм |
То, мин |
Тв, мин |
Тшт, мин |
Тш-к, мин |
|
РИ1 |
Резец 2112-0084 ГОСТ 18880-73 |
Т15К6 ГОСТ 25397-82 |
0,5 |
0,45 |
106 |
1000 |
1 |
40 |
0,09 |
0,23 |
1,71 |
1,87 |
|
1 |
0,35 |
85,5 |
800 |
1 |
5 |
0,017 |
0,15 |
|||||
|
РИ2 |
Резец 2140-0001 ГОСТ 18882-73 |
Т15К6 ГОСТ 2209-82 |
1,5 |
0,3 |
125 |
2500 |
1 |
6 |
0,008 |
0,23 |
||
|
РИ3 |
Разверт-ка Æ16 ГОСТ 11175-80 |
Т15К6 ГОСТ 25425-82 |
0,105 |
0,6 |
10,5 |
204 |
1 |
46 |
0,38 |
0,37 |
||
|
|
0,5 |
0,98 |
||||||||||
Рассчитаем скорость резания:
- при подрезании торца
V =  ,
,
где Сv = 244; X = 0,15; Y = 0,35; m = 0,2; Kv = 0,8
V =  м/мин
м/мин
Определяем частоту вращения шпинделя:
n = 
n =  об/мин
об/мин
Корректируем вращения шпинделя по станку n = 1000 об/мин
Определяем фактическую скорость резания:
V = 
V =  м/мин
м/мин
- при точении фаски
V = ,
где Сv = 244; X = 0,15; Y = 0,35; m = 0,2; Kv = 0,8
V =  м/мин
м/мин
Определяем частоту вращения шпинделя:
n =
n =  об/мин
об/мин
Корректируем частоту вращения шпинделя по станку n = 800 об/мин
Определяем фактическую скорость резания:
V =
V =  м/мин
м/мин
- при растачивании фаски
V = ,
где Сv =300; X = 0,15; Y = 0,35; m = 0,2; Kv = 0,8
V =  м/мин
м/мин
Определяем частоту вращения шпинделя:
n =
n =  об/мин
об/мин
Корректируем частоту вращения шпинделя по станку n = 2500 об/мин
Определяем фактическую скорость резания:
V =
V =  м/мин
м/мин
- при развертывании отверстия:
V =  ,
,
где Сv =10,5; X = 0; Y = 0,65; m = 0,4; q = 0,3; Kv = 0,8
V =  м/мин
м/мин
Определяем частоту вращения шпинделя:
n =
n =  об/мин
об/мин
Корректируем частоту вращения шпинделя по станку n = 200 об/мин
Определяем фактическую скорость резания:
V =
V =  м/мин
м/мин
Техническое нормирование операции.
Определим операционное время То и вспомогательное Тв:
То =
 ,
,
где L– длина обработки, мм;
I– количество переходов;
п – частота вращения шпинделя, об/мин;
S– подача, мм/об.
При
подрезании торца Тo = мин, Тв = 0,23 мин.
мин, Тв = 0,23 мин.
При
точении фаски Тo =  0,013мин, Тв = 0,15
мин.
0,013мин, Тв = 0,15
мин.
При
растачивании фаски Тo =  0,0014мин, Тв = 0,23
мин..
0,0014мин, Тв = 0,23
мин..
При
развертывании отверстия Тo =  мин, Тв = 0,37 мин.
мин, Тв = 0,37 мин.
Суммарное
операционное время ![]() То = 0,09 +
0,013 +0,0014 + 0,06 = 0,5 мин.
То = 0,09 +
0,013 +0,0014 + 0,06 = 0,5 мин.
Суммарное
вспомогательное время ![]() Тв = 0,23 + 0,15
+ 0,23 + 0,37 = 0,98 мин.
Тв = 0,23 + 0,15
+ 0,23 + 0,37 = 0,98 мин.
Время обслуживания рабочего места: Тобс = 0,08 ×(То + Тв) ;
Тобс = 0,08 × (0,5 + 0,98) = 0,118 мин
Подготовительно – заключительное время на партию заготовок tпз = 16 мин.
Рассчитаем штучное время: Тшт = Тo + Тв + Тобс,
Тшт = 0,5 + 0,98 + 0,118 =1,71 мин.
Рассчитаем штучно – калькуляционное время:
Тш-к
= ![]() + Тшт ;
+ Тшт ;
Тш – к = ![]() + 1,71 =1,87 мин.
+ 1,71 =1,87 мин.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.