8.2 Расчёт припусков на механическую обработку
Припуск рассчитывается для ступени, к которой предъявляются наиболее высокие требования по точности – Æ260h6(-0,029). Расчёт ведётся с использованием ЭВМ.
Исходные данные:
- вид заготовки – отливка;
- число стадий обработки – 5: заготовительная, черновое(h12), получистовое(h10), чистовое(h8) и тонкое(h6) точение.
Расчет ведётся по методу профессора В.М. Кована. Для расчёта необходимы следующие данные:
- параметр шероховатости поверхности по шкале Rz, мкм;
- глубина дефектного слоя h, мкм;
- пространственное отклонение r, мкм;
- погрешность установки e, мкм.
Значение величины шероховатости поверхности для отливки точности 7т равно Rz =320 мкм, а величина дефектного слоя h=380 мкм ([9],таблица6, с.182).
Качество поверхности отливок после механической обработки определяется по таблице 10([9], с.185):
- черновое точение - RZ=100 мкм, h=100 мкм;
- получистовое точение - RZ=50 мкм, h=50 мкм;
- чистовое точение - Rz=30мкм, h=30 мкм.
Пространственное отклонение для отливки определяется по формуле:
|
r= |
(8.1) |
где rК– коробление поверхности;
rсм – пространственное отклонение смещения;
rєкс – пространственное отклонение от концентричности.
rк=1 мкм на 1 мм длины (диаметра) заготовки ([9], таблица 4, с.180).
Суммарная погрешность коробления для отливки диаметром 340мм, равна:
|
r= |
Тогда
|
r= |
Погрешность закрепления eз, мкм определяется по таблице 5 ([10], с.138):
eз =600 мкм – для чернового точения;
eз =80 мкм – для получистового точения,
eз=0 мкм – для чистового точения, т.к. обработка происходит при одном закреплении,
eз =16 мкм – для тонкого точения.
Допуски по переходам равны:
- точность отливки равна Td=12 мм (es=+0 мм; ei=–12,0 мм)
- черновая обработка ø260 по h12, Тd=0,52 мм;
- получистовая обработка ø260 по h10, Тd=0,21 мм;
-чистовая обработка ø260 по h8, Td=0,081 мм,
-тонкое точение ø260 по h6, Td=0,029 мм
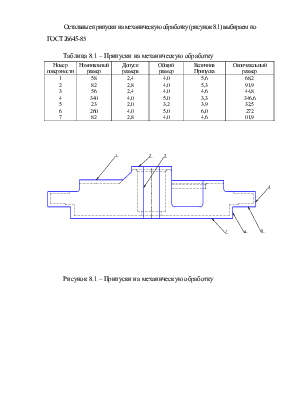
Остальные припуски на механическую обработку (рисунок 8.1) выбираем по
ГОСТ 26645-85
|
Номер поверхности |
Номинальный размер |
Допуск размера |
Общий размер |
Величина Припуска |
Окончательный размер |
|
1 2 3 4 5 6 7 |
58 82 56 340 23 260 82 |
2,4 2,8 2,4 4,0 2,0 4,0 2,8 |
4,0 4,0 4,0 5,0 3,2 5,0 4,0 |
5,6 5,3 4,6 3,3 3,9 6,0 4,6 |
68,2 91,9 44,8 346,6 32,5 272 01,9 |
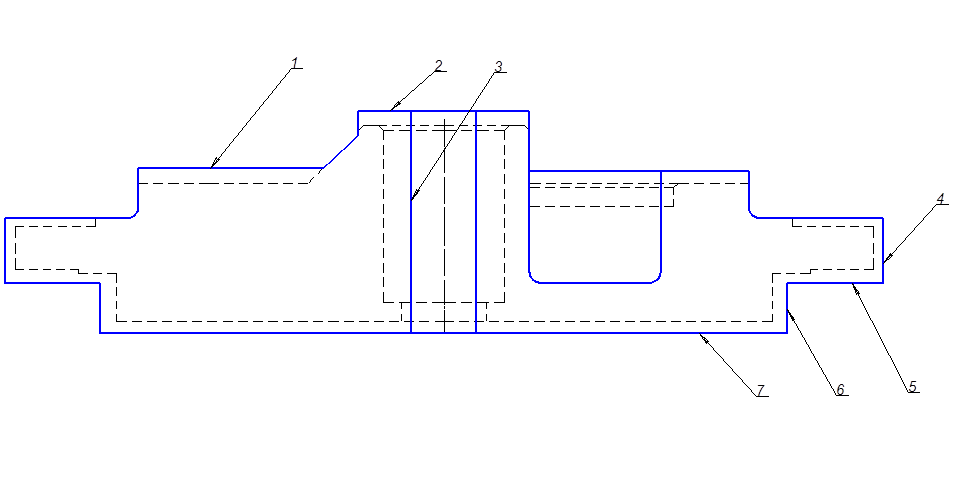
Рисунок 8.1 – Припуски на механическую обработку
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.