8 Выбор и обоснование схем базирования и закрепления
Анализ проводится для операции 010 - токарно - винторезной и 060 – сверлильной с ЧПУ.
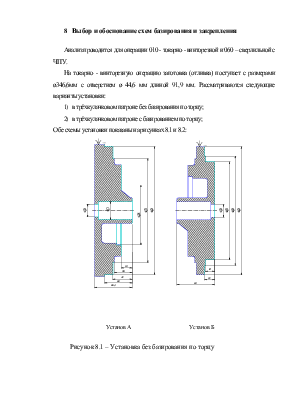
На токарно - винторезную операцию заготовка (отливка) поступает с размерами ø346,6мм с отверстием ø 44,6 мм длиной 91,9 мм. Рассматриваются следующие варианты установки:
1) в трёхкулачковом патроне без базирования по торцу;
2) в трёхкулачковом патроне с базированием по торцу;
Обе схемы установки показаны на рисунках 8.1 и 8.2:
 Установ
А Установ Б
Установ
А Установ Б
Рисунок 8.1 – Установка без базирования по торцу
Установ А Установ Б
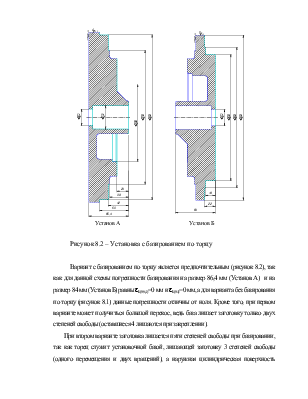
Рисунок 8.2 – Установка с базированием по торцу
Вариант с базированием по торцу является предпочтительным (рисунок 8.2), так как для данной схемы погрешности базирования на размер 86,4 мм (Установ А) и на размер 84 мм (Установ Б) равны eБ(86,4)=0 мм и eБ(84)=0 мм, а для варианта без базирования по торцу (рисунок 8.1) данные погрешности отличны от ноля. Кроме того, при первом варианте может получиться большой перекос, ведь база лишает заготовку только двух степеней свободы (оставшиеся 4 лишаются при закреплении).
При втором варианте заготовка лишается пяти степеней свободы при базировании, так как торец служит установочной базой, лишающей заготовку 3 степеней свободы (одного перемещения и двух вращений), а наружная цилиндрическая поверхность служит двойной опорной базой (лишает заготовку двух перемещений). Шестая степень свободы лишается при закреплении.
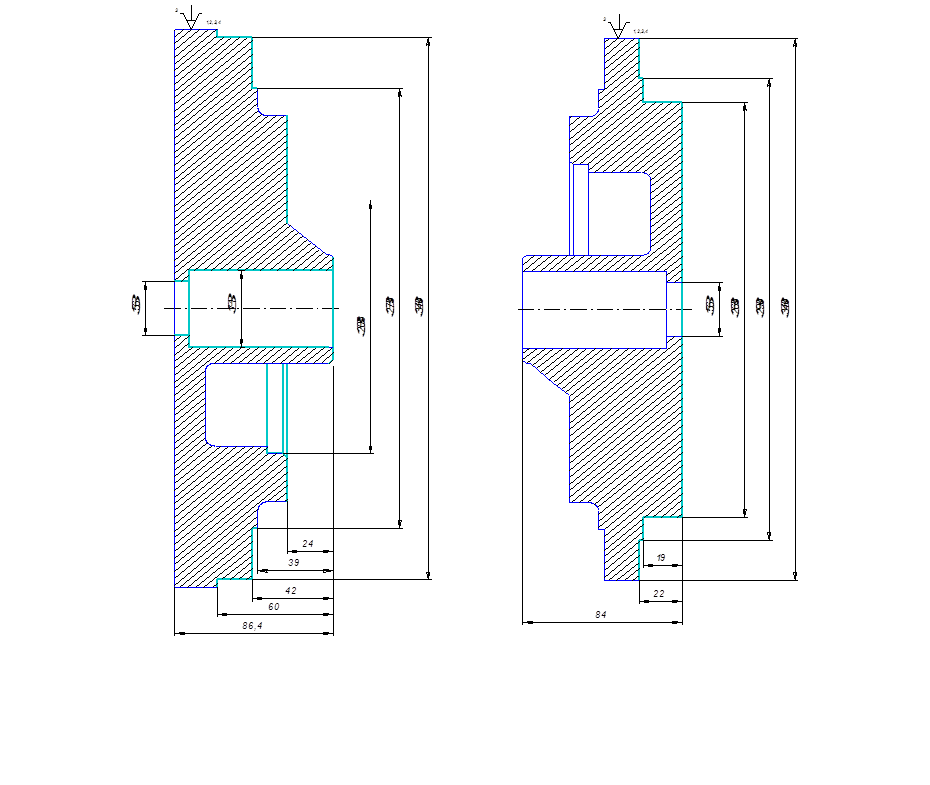
На операцию 020 токарную с ЧПУ заготовка поступает с размерами ø340мм с отверстием ø 74 мм длиной 84 мм. Рассматриваются следующие варианты установки:
3) в трёхкулачковом патроне с базированием по Æ340;
4) в трёхкулачковом патроне с базированием по Æ260 (УстановА) и Æ240(УстановБ);
Обе схемы установки показаны на рисунках 8.3 и 8.4:
При обоих вариантах заготовка лишается пяти степеней свободы при базировании, так как торец служит установочной базой, лишающей заготовку 3 степеней свободы (одного перемещения и двух вращений), а наружная цилиндрическая поверхность служит двойной опорной базой (лишает заготовку двух перемещений). Шестая степень свободы лишается при закреплении.
Более предпочтителен на Установе А вариант базирования за меньший диаметр Æ260, так как погрешность закрепления будет меньше, чем при закреплении за Æ340.
На Установе Б выбираем вариант базирования за Æ 340, так как хотя погрешность закрепления будет больше, но Æ240 не обрабатывается.
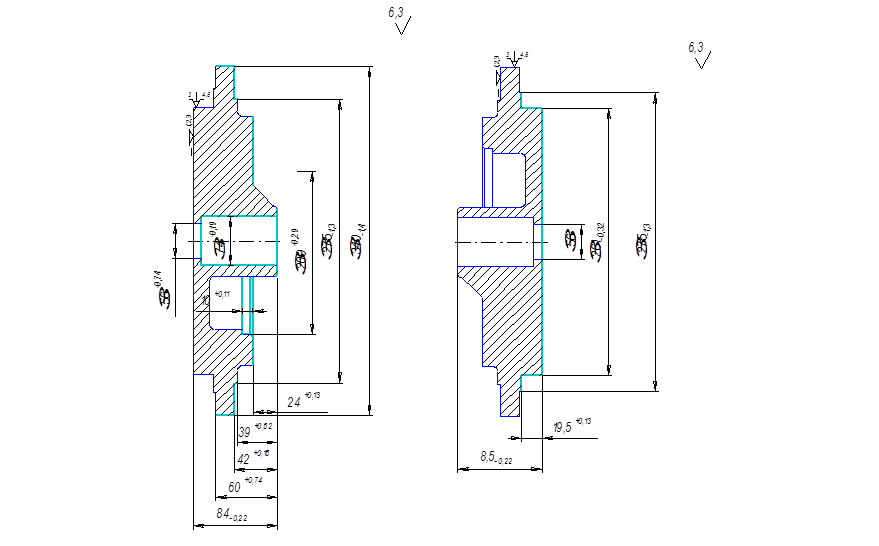
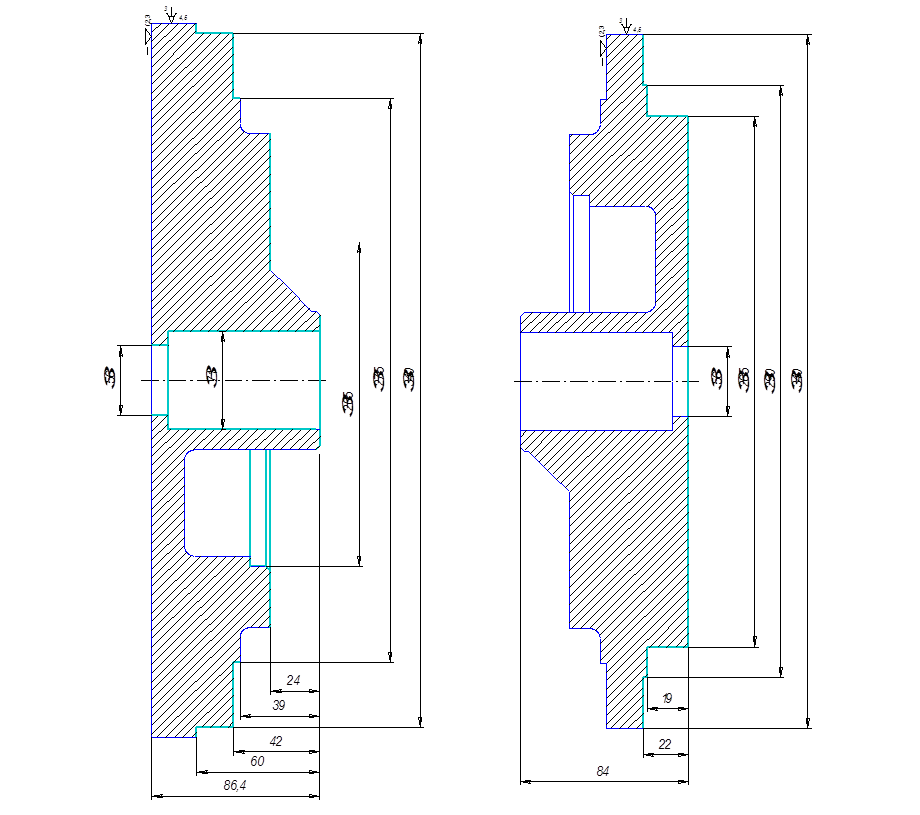
Рисунок 8.3 – Схема базирования
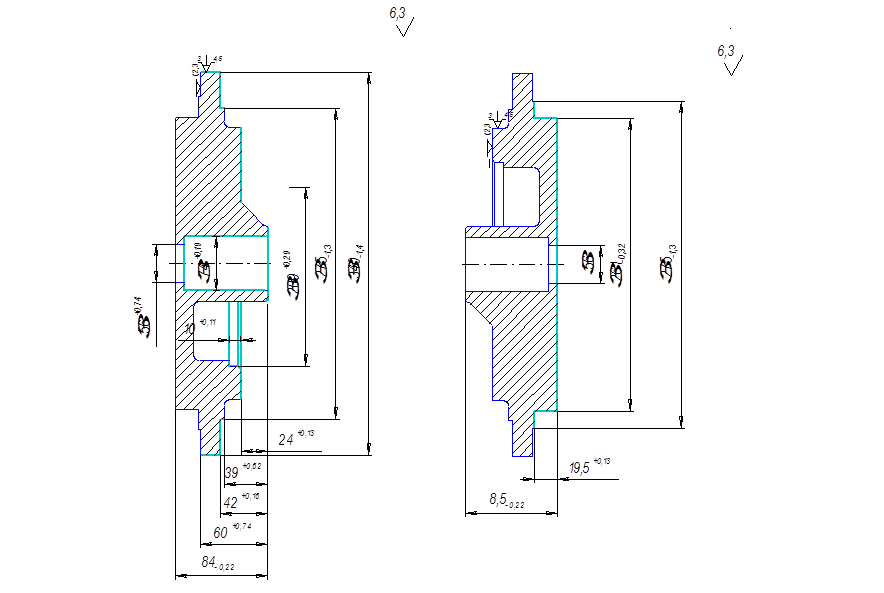
Рисунок 8.4 – Схема базирования на операцию 020
На операцию сверлильную с ЧПУ рассматриваются следующие варианты базирования рисунки 8.5 и 8.6:
Первый вариант обеспечивает большую точность при тех же затратах, потому что отверстия выполняются по 9 квалитету, но на меньший размер и допуск меньше, а следовательно и погрешность базирования будет меньше.
Кроме того, обработка отверстий при использовании базирования по первому варианту обеспечивает большую жёсткость системы, а следовательно точность обработки будет выше.
Первый вариант схемы закрепления, показанный на (рисунок 8.5), является предпочтительным, так как обеспечивается большая жёсткость системы и более рационально действие поля уравновешивающих сил (ПУС) по отношению к полю возмущающих сил (ПВС) от действия сил резания.
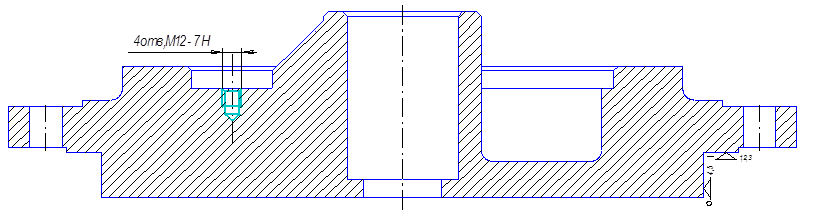
Рисунок 8.5 – Базирование детали на операцию 060 вариант 1
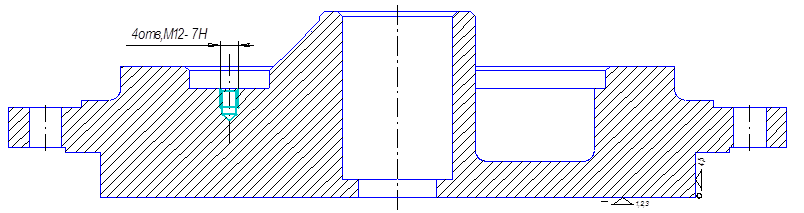
Рисунок 8.6 - Базирование детали на операцию 060 вариант 2
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.