2. Анализ технических требований на изготовление детали.
Анализируя заводской чертеж детали, можно сказать, что для изготовления гильзы используют серый специальный чугун с легирующими добавками. Он имеет перлитную структуру с достаточным количеством графита в виде пересекающихся пластин.
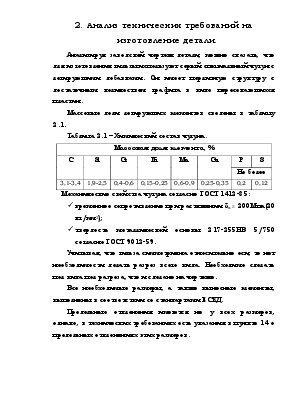
Массовые доли легирующих элементов сведены в таблицу 2.1.
Таблица 2.1 – Химический состав чугуна.
Массовая доля элемента, % |
|||||||
|
С |
Si |
Cr |
Ni |
Mn |
Cu |
P |
S |
|
Не более |
|||||||
|
3,1-3,4 |
1,9-2,5 |
0,4-0,6 |
0,15-0,25 |
0,6-0,9 |
0,25-0,35 |
0,2 |
0,12 |
Механические свойства чугуна согласно ГОСТ 1412-85:
ü временное
сопротивление при растяжении dв![]() 200Мпа(20 кг/мм2);
200Мпа(20 кг/мм2);
ü твердость металлической основы 217-255НВ 5/750 согласно ГОСТ 9012-59.
Учитывая, что гильза симметрична относительно оси, то нет необходимости делать разрез всего вида. Необходимо сделать пол вида пол разреза, что и сделано на чертеже.
Все необходимые размеры, а также выносные элементы, выполнены в соответствии со стандартами ЕСКД.
Предельные отклонения имеются не у всех размеров, однако, в технических требованиях есть указания в пункте 14 о предельных отклонениях этих размеров.
Шероховатость
поверхностей проставлена, применен параметр Rа.
Значение его проставлено в нужном месте выносного знака. Для определения
параметров шероховатости отверстия на чертеже детали имеется требование.
Микрогеометрия поверхности должна представлять собой сетку впадин глубиной 1,2![]() 5 мкм, шириной 10-70 мкм,
шероховатость поверхности гильзы составляет Rа
= 0,25..0,63 мкм, этого достаточно для пары трения кольцо – гильза, так как при
приработке данной пары трения устанавливается шероховатость приемлемая данной
паре трения.
5 мкм, шириной 10-70 мкм,
шероховатость поверхности гильзы составляет Rа
= 0,25..0,63 мкм, этого достаточно для пары трения кольцо – гильза, так как при
приработке данной пары трения устанавливается шероховатость приемлемая данной
паре трения.
На чертеже обозначены требования к взаимному расположению поверхностей.
Допуск радиального биения наружного диаметра фланца составляет 0,1 мм относительно внутренней цилиндрической поверхности Ф. Данное требование соответствует 10-й степени точности.
Допуск радиального биения поясков 0,06 мм относительно поверхности Ф (см. чертеж), что соответствует 9-й степени точности.
Торцевое биение торцов фланца относительно поверхности Ф, а также центрирующих поясков, составляет 0,03 мм и соответствует 10-й степени точности.
Требования к поверхности Ф – допуск круглости и допуск профиля продольного сечения составляет 0,01 мм, что соответствует 6-й степени точности.
Проанализировав технические требования чертежа гильзы, можно сказать, что все требования к детали, а также требования к взаимному расположению ее поверхностей, предъявлены в соответствии со служебным назначением детали, согласованы с ГОСТами и стандартами.
Непрерывное воздействие на стенки гильзы высокой температуры, давления рабочих газов, высокочастотных колебаний предъявляет повышенные требования к точности изготовления и механическим свойствам материала. Поэтому назначенные технические требования занижать нельзя, поскольку это приведет к неработоспособности, как гильзы, так и двигателя, а в случае завышения требований, повысится себестоимость изготовления детали, что не выгодно.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.