


4 Анализ технологичности конструкции детали
Повышение технологичности конструкции детали позволяет снизить трудоемкость и себестоимость ее изготовления.
Существуют качественная и количественная оценка технологичности.
Качественная оценка
К качественной оценке относятся: материал детали, базирование и закрепление, простановка размеров, допуски формы и взаимного расположения поверхностей, взаимозаменяемость, нетехнологичные конструктивные элементы.
Деталь – крышка – изготавливается из углеродистой высоколегированной высококачественной (нержавеющей) стали 14Х17Н2 ГОСТ 5632-72, которая предназначена для изготовления ответственных деталей, работающих в агрессивных средах, приводящих к коррозии металла. Материал обрабатывается стандартным инструментом из быстрорежущей стали и оснащенным пластинами из твердого сплава.
Крышка редуктора технологична с точки зрения базирования и закрепления. Она является деталью типа тело вращения, жесткая по конструкции, что позволяет закрепить ее в патроне станка и на оправке. Все поверхности доступны для механической обработки.
Простановка размеров правильная, удобная для чтения чертежа и для их контроля. Простановка размеров технологична, так как размеры в основном проставлены от трех баз – оси и торцовых поверхностей крышки. Это дает возможность совместить конструкторскую и измерительную базы.
Допуски взаимного расположения – допуски торцевого и радиального биений - заданы относительно одной базы – наружной цилиндрической поверхности Е. Это технологично, так как соблюдается принцип совмещения и постоянства баз. Позиционные допуски расположения отверстий заданы относительно разных баз, но это можно объяснить удобством контроля этих допусков.
Деталь является взаимозаменяемой, т.е. при ее замене не требуется пригонка или сортировка.
Нетехнологичными элементами являются:
1) материал детали;
2) наличие большого количества наружных и внутренних поверхностей с различными диаметрами и конической поверхности, т.к их обработка увеличивает трудоемкость изготовления детали;
3) обработка большого количества поверхностей не напроход;
4) наличие канавок на внутренних поверхностях крышки, т.к. их тяжело обрабатывать и контролировать;
5) наличие в конструкции детали длинных, тонких отверстий, что затрудняет удаление стружки при сверлении;
6) наличие глухих отверстий;
7) наличие радиальных отверстий, так как для их обработки необходимо специальное приспособление;
8) высокая точность поверхностей Æ216js6, Æ120js6, Æ119js6, Æ118js6, Æ72Js7, Æ80Н7 и других, так как для получения такой точности необходима многократная обработка поверхностей;
9) высокая шероховатость – 1.6 Ra, так как для получения такой чистоты поверхностей необходимо чистовое точение или шлифование.
Количественная оценка
1. Коэффициент использования заготовки:
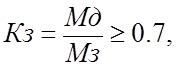
где Мд – масса детали, кг;
Мз – масса заготовки, кг;
0.7 – уровень технологичности по ЕСТПП.
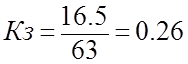
Заготовка нетехнологична.
2. Коэффициент использования материала:
где Мд – масса детали, кг;
Мз – масса заготовки, кг;
Мо – масса отходов производства, кг;
0.64 – уровень технологичности по ЕСТПП.
Масса отходов составляет 4% от массы заготовки.
![]() ,
,
 .
.
Материал используется нетехнологично.
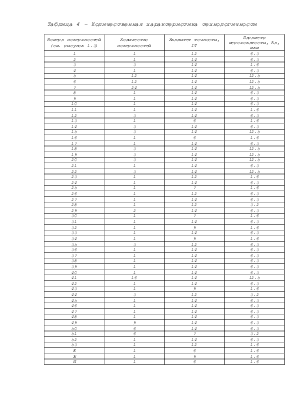
3. Коэффициент точности:
где Аср – средний квалитет точности обработки:
где Аi – квалитет точности обработки поверхностей;
Ni – количество поверхностей, обрабатываемых с данным квалитетом;
N – суммарное количество поверхностей.
Необходимые значения для определения Аср находятся в таблице 4.

 .
.
4. Коэффициент шероховатости:
где Шср – средняя шероховатость обработки.
где Rai – шероховатость обработки поверхностей;
Ni – количество поверхностей с соответствующей шероховатостью;
N – суммарное количество поверхностей.
Необходимые данные для определения Шср приведены в таблице 4.

Проведя качественный и количественный анализ технологичности детали, делаем вывод о том, что в общем деталь технологична.
Таблица 4 – Количественная характеристика технологичности
|
Номера поверхностей (см. рисунок 1.3) |
Количество поверхностей |
Квалитет точности, IT |
Параметр шероховатости, Ra, мкм |
|
1 |
1 |
12 |
6.3 |
|
2 |
1 |
14 |
6.3 |
|
3 |
3 |
14 |
1.6 |
|
4 |
1 |
14 |
6.3 |
|
5 |
12 |
14 |
12.5 |
|
6 |
12 |
14 |
12.5 |
|
7 |
24 |
14 |
12.5 |
|
8 |
1 |
14 |
6.3 |
|
9 |
1 |
14 |
6.3 |
|
10 |
1 |
14 |
6.3 |
|
11 |
1 |
14 |
1.6 |
|
12 |
3 |
14 |
6.3 |
|
13 |
1 |
6 |
1.6 |
|
14 |
3 |
14 |
6.3 |
|
15 |
3 |
14 |
12.5 |
|
16 |
1 |
6 |
1.6 |
|
17 |
1 |
14 |
6.3 |
|
18 |
3 |
14 |
12.5 |
|
19 |
3 |
14 |
12.5 |
|
20 |
3 |
14 |
12.5 |
|
21 |
1 |
14 |
6.3 |
|
22 |
3 |
14 |
12.5 |
|
23 |
1 |
12 |
1.6 |
|
24 |
1 |
14 |
6.3 |
|
25 |
1 |
7 |
1.6 |
|
26 |
1 |
12 |
6.3 |
|
27 |
1 |
14 |
6.3 |
|
28 |
1 |
12 |
3.2 |
|
29 |
2 |
14 |
6.3 |
|
30 |
1 |
7 |
1.6 |
|
31 |
1 |
14 |
6.3 |
|
32 |
1 |
9 |
1.6 |
|
33 |
1 |
14 |
6.3 |
|
34 |
1 |
9 |
1.6 |
|
35 |
3 |
12 |
6.3 |
|
36 |
1 |
14 |
6.3 |
|
37 |
1 |
14 |
6.3 |
|
38 |
1 |
14 |
6.3 |
|
39 |
1 |
14 |
6.3 |
|
40 |
1 |
14 |
6.3 |
|
41 |
16 |
14 |
12.5 |
|
42 |
1 |
14 |
6.3 |
|
43 |
1 |
9 |
1.6 |
|
44 |
3 |
12 |
3.2 |
|
45 |
1 |
14 |
6.3 |
|
46 |
1 |
14 |
6.3 |
|
47 |
1 |
14 |
6.3 |
|
48 |
1 |
14 |
6.3 |
|
49 |
9 |
14 |
6.3 |
|
50 |
6 |
14 |
6.3 |
|
51 |
6 |
7 |
3.2 |
|
52 |
1 |
14 |
6.3 |
|
53 |
1 |
12 |
1.6 |
|
Е |
1 |
6 |
1.6 |
|
Ж |
1 |
9 |
1.6 |
|
И |
1 |
6 |
1.6 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.