
8. Выбор и обоснование схем базирования и закрепления.
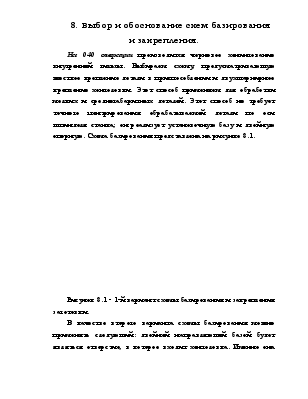
На 040 операции производится черновое хонингование внутренней гильзы. Выбираем схему, предусматривающую жесткое крепление детали в приспособлении и двухшарнирное крепление хонголовки. Этот способ применяем для обработки мелких и среднегабаритных деталей. Этот способ не требует точного центрирования обрабатываемой детали по оси шпинделя станка; он реализует установочную базу и двойную опорную. Схема базирования представлена на рисунке 8.1.
Рисунок 8.1 - 1-й вариант схемы базирования и закрепления заготовки.
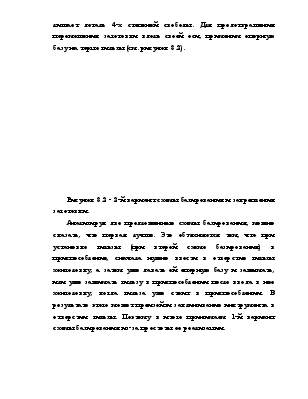
В качестве второго варианта схемы базирования можно применять следующий: двойной направляющей базой будет являться отверстие, в которое входит хонголовка. Именно она лишает деталь 4-х степеней свободы. Для предотвращения перемещения заготовки вдоль своей оси, применим опорную базу на торце гильзы (см. рисунок 8.2).
Рисунок 8.2 - 2-й вариант схемы базирования и закрепления заготовки.
Анализируя две предложенные схемы базирования, можно сказать, что первая лучше. Это объясняется тем, что при установке гильзы (при второй схеме базирования) в приспособление, сначала нужно ввести в отверстие гильзы хонголовку, а затем уже давать ей опорную базу и зажимать, или уже зажимать гильзу в приспособлении после ввода в нее хонголовку, когда гильза уже стоит в приспособлении. В результате этого может произойти заклинивание инструмента в отверстии гильзы. Поэтому в итоге принимаем 1-й вариант схемы базирования из-за простоты ее реализации.
Погрешность базирования на данной операции отсутствует, так как точность получения размера зависит от инструмента и режимов обработки.
Операция 015 – токарная.
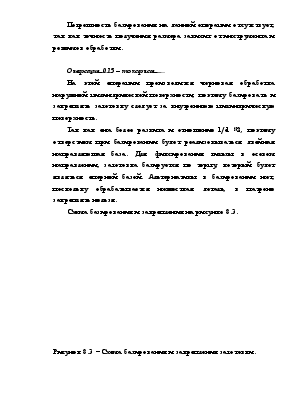
Так как она более развита и отношение l/d »2, поэтому отверстием при базировании будет реализовываться двойная направляющая база. Для фиксирования гильзы в осевом направлении, заготовка базируется по торцу, который будет являться опорной базой. Альтернативы в базировании нет, поскольку обрабатывается нежесткая деталь, в патроне закреплять нельзя.
Схема базирования и закрепления на рисунке 8.3.
Рисунок 8.3 – Схема базирования и закрепления заготовки.
Рассчитаем погрешности базирования на все размеры, получаемой на данной операции.
Погрешность базирования на размер 14+0,2 равна 0, так как выдерживается принцип совмещения технологической и измерительной баз.
Еб(14+0,2) = 0
Погрешность базирования на размер 30±0,5 равна допуску на размер 250-1 Еб(30±0,5)= Т(250-1)= Т(30±0,5)= 1, что допустимо.
Погрешности базирования на диаметральные размеры равна 0, так как заготовка устанавливается на оправке без зазора.
Операция 010 – расточная.
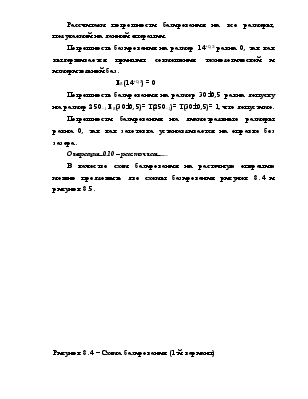
В качестве схем базирования на расточную операцию можно предложить две схемы базирования рисунок 8.4 и рисунок 8.5.
Рисунок 8.4 – Схема базирования (1-й вариант)
Рисунок 8.5 – Схема базирования (2-й вариант)
Рассмотрим 1-й вариант. Схема базирования реализуется установочной базой и двойной опорной, что позволяет избежать погрешности базирования, а также совместить (центрировать) ось гильзы с осью РИ.
Во втором варианте базирование реализуется установочной базой и двойной опорной базой, однако, в этом случае появляется погрешность базирования, равная величине допуска на Æ137 ±0,9. Еб(109,12+0,35)= Т(Æ137 ±0,9) = 1,8мм.
Следовательно выбираем 1-й вариант реализации схемы базирования.
Выбор схем базирования на остальные операции делать нет надобности, поскольку они будут аналогичными с выше описанными.
В результате выполнения этого пункта были выбраны схемы базирования и закрепления на операции, учитывая требования и выбор черновых и чистовых баз, а также предусматривалась простота смены заготовок и их закрепления.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.