где ![]() - безразмерный критерий Фурье,
рассчитанный для интервала времени
- безразмерный критерий Фурье,
рассчитанный для интервала времени![]() ;
; ![]() ,
,![]() - соответственно
коэффициенты температуро- и теплопроводности материала инструмента;
- соответственно
коэффициенты температуро- и теплопроводности материала инструмента; ![]() ,
, ![]() -коэффициенты,
рассчитываемый для начала каждого i интервала времени;
-коэффициенты,
рассчитываемый для начала каждого i интервала времени; ![]() ,
, ![]() -
коэффициенты, учитывающие взаимный нагрев площадок;
-
коэффициенты, учитывающие взаимный нагрев площадок; ![]() - функция относительного значения
температуры в клине в период неустановившегося теплообмена.
- функция относительного значения
температуры в клине в период неустановившегося теплообмена.
Коэффициенты ![]() и
и ![]() в приведенных выражениях
рассчитывается по формуле для каждого момента времени
в приведенных выражениях
рассчитывается по формуле для каждого момента времени ![]() [48]:
[48]:
 , (
4.90)
, (
4.90)
где  ,
,
 ; b
- угол заострения лезвия.
; b
- угол заострения лезвия.
Коэффициенты ![]() и
и ![]() в выражениях рассчитывается по
формуле для каждого момента времени
в выражениях рассчитывается по
формуле для каждого момента времени ![]() [48]:
[48]:
 , (
4.91)
, (
4.91)
 , (
4.92)
, (
4.92)
Причем
 , (
4.93)
, (
4.93)
где B – эмпирическая функция [48, приложение II].
Функция ![]() приближенно
рассчитывается по эмпирической формуле, описывающей график на [48, рисунок 46]:
приближенно
рассчитывается по эмпирической формуле, описывающей график на [48, рисунок 46]:
 , (4.94)
, (4.94)
где ![]() -
безразмерный критерий Фурье.
-
безразмерный критерий Фурье.
Таким образом, последовательно решая в каждой ![]() точке цикла обработки решая систему
уравнений (4.76) и (4.77) рассчитываем
точке цикла обработки решая систему
уравнений (4.76) и (4.77) рассчитываем ![]() и
и
![]() . Подставляя эти значения в формулы (4.78) и (4.79) рассчитываем температуры на поверхностях контакта и далее
определяем среднюю температуру резания по формуле:
. Подставляя эти значения в формулы (4.78) и (4.79) рассчитываем температуры на поверхностях контакта и далее
определяем среднюю температуру резания по формуле:
 (
4.95)
(
4.95)
При необходимости можно произвести расчет максимальной температуры на передней и задней поверхностях лезвия по формулам:
 ( 4.96)
( 4.96)
 ( 4.97)
( 4.97)
и распределение температур на ней
для каждого мгновенного положения инструмента за цикл обработки, а также
определить долю теплоты, переходящую в резец ![]() ,
стружку
,
стружку ![]() и заготовку
и заготовку ![]() :
:
 ,
,  ,
,
![]() ( 4.98)
( 4.98)
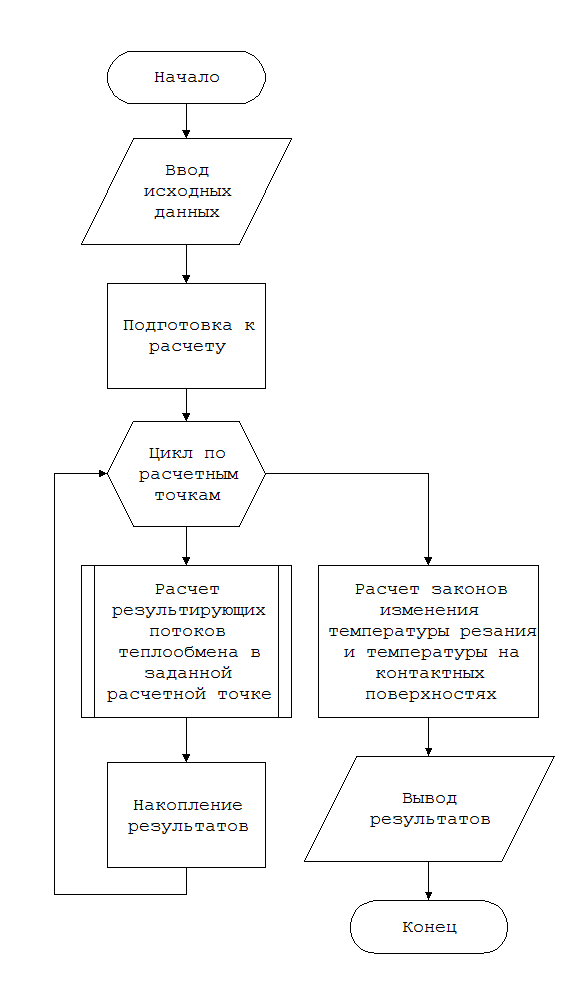
Сказанное можно наглядно представить алгоритмом расчета (рисунок 4.18).
После ввода данных и подготовки к расчету, которая заключается в расчете законов изменения параметров процесса ТТ в течение цикла обработки, организовываем цикл по участкам цикла обработки. На каждом участке рассчитываем результирующие тепловые потоки. Результаты расчета накапливаем для дальнейших вычислений. По окончании цикла рассчитываем законы изменения интересующих параметров и представляем их в удобном для анализа виде.
Проверка работоспособности
Рассмотрим расчет средней
температуры резания при тангенциальном точении кольца диаметром ![]() и шириной
и шириной ![]() из стали ШХ15 (
из стали ШХ15 ( ,
,  ) инструментом из
твердого сплава ВК8 (
) инструментом из
твердого сплава ВК8 ( ,
, ,
, ![]() ,
, ![]() ) со следующими режимами:
частота вращения заготовки
) со следующими режимами:
частота вращения заготовки  ; подача
; подача  ; величина снимаемого припуска
; величина снимаемого припуска ![]() . Весь припуск
снимается за 7 об заготовки. Доля проскальзывания составляет: в начале цикла
0.2 об, в конце цикла 0.5 об. Силы резания и коэффициент укорочения определены
экспериментально.
. Весь припуск
снимается за 7 об заготовки. Доля проскальзывания составляет: в начале цикла
0.2 об, в конце цикла 0.5 об. Силы резания и коэффициент укорочения определены
экспериментально.
|
Рисунок 4.18 - Алгоритм расчета температуры резания при ТТ |
Программа расчета для математического
пакета Mathcad приведена в приложении В. В результате расчета получена диаграмма
изменения средней ![]() и
максимальной температуры
и
максимальной температуры ![]() резания в течение цикла обработки
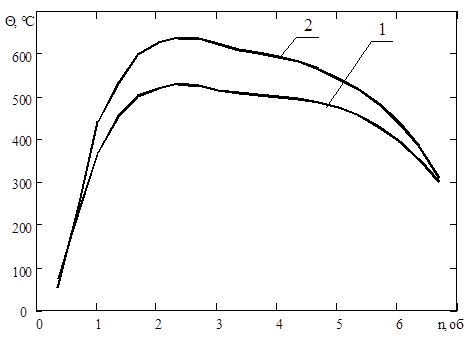
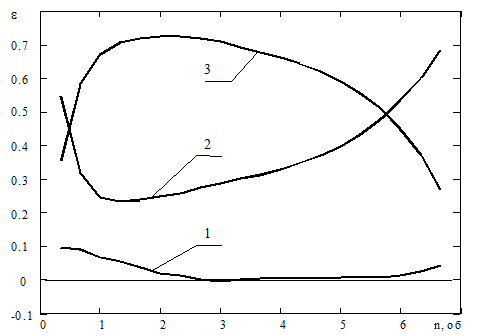
(рисунок 4.19,а). Кроме того, рассчитано изменение доли теплоты, преходящей в
стружку, инструмент и заготовку (рисунок 4.19,б).
резания в течение цикла обработки
(рисунок 4.19,а). Кроме того, рассчитано изменение доли теплоты, преходящей в
стружку, инструмент и заготовку (рисунок 4.19,б).
Из приведенной диаграммы (рисунок 4.19,а) видно, что максимальное значение средней температуры довольно не велико для указанных режимов резания (не превышает 510 °С), в то время как максимальная температура резания значительна (до 650 °С), что подтверждается результатами экспериментов по измерению средней температуры естественной термопарой [14].
Анализируя диаграммы (рисунок 4.19) можно на участках резания выделить 3 характерных зоны:
I – зона с высоким градиентом температур (примерно до 2 об). Здесь с увеличением толщины среза имеет место рост температур резания вплоть до максимальных значений. При этом происходит перераспределение тепловых потоков (увеличивается доля теплоты в стружке (до 70%) и одновременно уменьшается доля теплоты направленная в заготовку (до 25%) и уменьшение теплового потока в инструмент (с 10% до 5%)). На протяжении указанного участка наблюдается постепенное увеличение разницы в средних и максимальных температур, причем разница возрастает с уменьшением доли теплоты, переходящей в инструмент;
|
а) б) Рисунок 4.19– Результаты расчета: а) Диаграмма изменения средних и максимальных температур резания при ТТ (1 – Средняя температура резания; 2 – Максимальная температура резания на передней поверхности); б) Диаграмма изменения плотности тепловых потоков в инструмент (1), в заготовку (2) и в стружку (3) |
II – зона установившихся температур (примерно от 2 до 5 об). На этом участке цикла заготовки наблюдается незначительное понижение температуры резания (на 20 °С) с перераспределением тепловых потоков в заготовку и стружку. На протяжении всего участка тепловой поток в инструмент практически равен 0.
III – зона охлаждения (с 5 об). На этом участке наблюдается резкое понижение температуры резания (на 200 °С) в связи с перераспределением тепловых потоков (в стружку 25% и в заготовку 70%) между стружкой и заготовкой из-за уменьшения толщины среза и уменьшением удельного веса теплоты трения. При этом возрастает тепловой поток в инструмент (до 5%).
В течение всего цикла обработки тепловой поток в инструмент не превышает 10% (в начале цикла), в то время как максимальная температура на передней поверхности значительна. Этот факт указывает на то, что теплота накапливается в поверхностных слоях инструмента и, из-за краткосрочности процесса ТТ, не успевает распространиться в более глубокие слои. Именно это обуславливает то, что при подаче в зону резания СОЖ происходит резкое охлаждение поверхностных слоев на передней поверхности инструмента, и вследствие значительных температурных деформаций имеет место интенсивное образование субмикро- и микротрещин и в результате механическое разрушение этих слоев, что было подтверждено результатами испытаний станка КА-350 [[i]].
Экспериментально установлено, что средняя температура обрабатываемой заготовки к концу цикла обработки повышается незначительно. Однако расчет показал, что к концу цикла наблюдается увеличение доли теплового потока, направленного в заготовку, что должно вызывать ее нагрев (рисунок 4.19,б). Это противоречие можно объяснить следующим образом. Теплота, поступающая в заготовку на участках I и II цикла обработки, накапливается, главным образом, в поверхностных слоях и удаляется из заготовки на последующих оборотах вместе со стружкой. В тоже время на участке III (на последнем обороте) суммарный тепловой поток незначителен, хотя его доля, направленная в заготовку, велика. Поэтому температура заготовки к концу цикла обработки повышается не значительно.
[i] Протокол приемочных испытаний опытно-экспериментального образца 12-ти шпиндельного токарного автомата мод. КА-350. –Киев, 1974.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.