Современные достижения в области моделирования процесса резания МКЭ
Впервые МКЭ был применен к изучению механики процесса прямоугольного резания (ППР) в начале 70x годов К. Окушимой и др. (1971) и Б. И. Кламенским (1973) [1]. В это же время были выполнены работы в области теплового анализа ПР с помощью МКЭ (А. О. Тэй, 1974; В. А. Остафьев [3], 1979; М. Г. Стивенсон, 1983 и др.). Однако и эти модели носили полуэкспериментальный характер и ограничивались только начальной стадией образования стружки. В 1985 году Д. С. Стренковский и Д. Т. Кэрролл [1] представили модель ППР, в которой инструмент внедрялся в заготовку и перемещался с образованием сливной стружки. Дальнейшее развитие вопроса привело к необходимости совмещения моделирования механики ППР и теплового состояния системы, моделирования процессов образования суставчатой и элементной стружки, усложнения моделей материала, учету контактных процессов на передней поверхности и т. д.
КЭ модели могут быть составлены в Лагранжиевой (усовершенствованной Лагранжиевой) и Эйлеровой формулировке. Лагранжиева формулировка предполагает рассмотрение перемещения инструмента относительно неподвижной заготовки и получила довольно широкое распространение (У. Усуи, Т. Ширакаши, А. Д. Ших и др.), особенно для моделирования нестационарных процессов резания. Однако она обладает рядом недостатков: 1) сильное искажение КЭ сетки усложняет вычислительные процедуры из-за необходимости применения специальных приемов для повышения устойчивости вычислительного процесса; 2) необходимость применения особых алгоритмов для моделирования отделения стружки от заготовки при моделировании непрерывного процесса резания.
Известны три подхода к решению последней проблемы [[i], 73].
1 - Метод предельного критерия: а) геометрического, когда элементы перед режущей кромкой (РК) разделяются при условии, что расстояние от ближайшего к РК узла до нее становится меньше заданного (И. Усуи, А. Д. Ших, Б. Занг и А. Багши, К. Комвопоулус и др.);
б) физического, когда элементы перед РК разделяются при условии, что физические параметры в ближайшем к РК узле (например, деформации) становятся больше заданных (К. Ивата, Д. С. Стренковский и Д. Т. Кэрролл, З. К. Лин, С. Я. Лин и другие ученые);
2 - метод трещины перед режущей кромкой (Д. Марасиш, М. Ортис. и др.);
3 - метод обновления КЭ стеки при достижении ее критического искажения.
В КЭ моделях в Эйлеровой формулировке нет необходимости в применении специальных алгоритмов моделирования отделения стружки от заготовки, так как при этом рассматривается непрерывное обтекание обрабатываемым материалом режущего клина. Эти модели наиболее удобны для моделирования установившихся процессов резания и мало подходят для изучения прерывистого резания, процессов резания характеризующихся образованием не сливной стружки и т.п.
На современном этапе развития КЭ моделей, как правило, выполняют моделирование классического прямоугольного резания со скоростью резания не менее 0.5 м/с и толщиной среза около 0.2-0.3 мм при обработке как обычных углеродистых сталей так и труднообрабатываемых материалов.
Решается двумерная задача теории пластичности с допущением о плоских деформациях. В зависимости от формулировки КЭ модели применяются различные модели обрабатываемого материала. В Лагранжиевой формулировке это модели жестко-пластического, упруго-абсолютно-пластического, упруго-пластического с линейным упрочнением и температурно-скоростными эффектами материала. В Эйлеровой формулировке, как правило, применяют вязкопластическую модель материала, рассматривая процесс резания как течение вязкой неньютоновской несжимаемой жидкости.
|
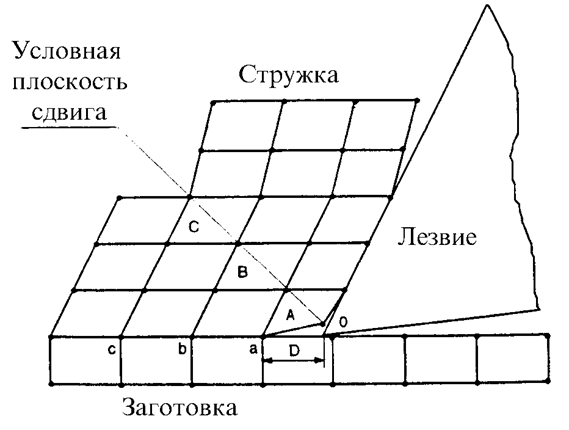
Рисунок 3.12 - Схема моделирования образования сливной стружки методом предельного критерия (а) и история развития этого метода (б) |
Инструмент в современных моделях предполагается абсолютно твердым с g в пределах от 0° до 30°. Отмечаются вычислительные трудности при моделировании обработки с отрицательными g. Только в последние годы при моделировании ПР начал учитываться радиус округления режущей кромки (В. Калхори и др.) и фаска износа по задней поверхности (А. Д. Ших, Н. П. Мазур). Пренебрежение этой геометрией приводило, как отмечается, к заниженным силам резания и значительному расхождению в величине многих выходных показателей процесса.
Особое внимание уделяется контактным процессам на передней поверхности. Обзор литературы показал, что первые КЭ модели процесса резания не учитывали трение и длину контакта стружки с инструментом определяли экспериментально. Более поздние модели рассматривали трение на передней поверхности как кулоновское и только в современных моделях прогнозируется как общая длина контакта, так и длина пластического контакта (например, энергетический критерий И. Усуи).
Следует отметить, что получаемые на сегодня результаты моделирования ПР, совпадают с экспериментом больше качественно, нежели количественно, что особенно заметно при сравнении внутренних и контактных напряжений, при анализе силового и теплового взаимодействия лезвия со срезаемым слоем и др.
Таким образом, дальнейшее развитие КЭ моделей связано с совершенствованием модели обрабатываемого материала, модели контактных процессов на рабочих поверхностях лезвия, более детальным рассмотрением геометрии инструмента. До настоящего времени является актуальным моделирование МКЭ нестационарных и пространственных процессов резания, этапов врезания и выхода, образования различных видов стружки. Кроме того, немаловажной задачей является совершенствование алгоритмов расчета и повышение их точности и устойчивости.
Многими авторами отмечается, что в настоящее время наилучших результатов можно достигнуть оптимально сочетая МКЭ, теоретико-аналитический и экспериментальный методы. Именно такой подход, по-видимому, будет являться основным в ближайшие годы при исследовании различных процессов резания.
Недостатками МКЭ является его высокая требовательность к вычислительной технике и необходимость выполнения значительного объема вычислений, занимающих относительно большое время, что приводит к трудностям его применения в инженерной практике для расчета режима резания и других задач, требующих быстрого получения результата. Вместе с тем, имеются попытки разработки программного обеспечения, предназначенного для быстрой оценки работоспособности инструмента новой конструкции в условиях предприятия[1].
[1] Руководитель проекта J. S. Strenkowski, Department of Mechanical and Aerospace Engineering, North Carolina State University, U.S.A.; Корпорация Third Wave Systems Ltd., U. S. A.
[i] Huang J.M., Black J.T. An Evaluation of Chip Separation Criteria for the FEM Simulation of Machining// Journal of Manuf. Science and Engineering. –1996. –Vol. 118, №4 –С. 545-554.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.
 а)
а)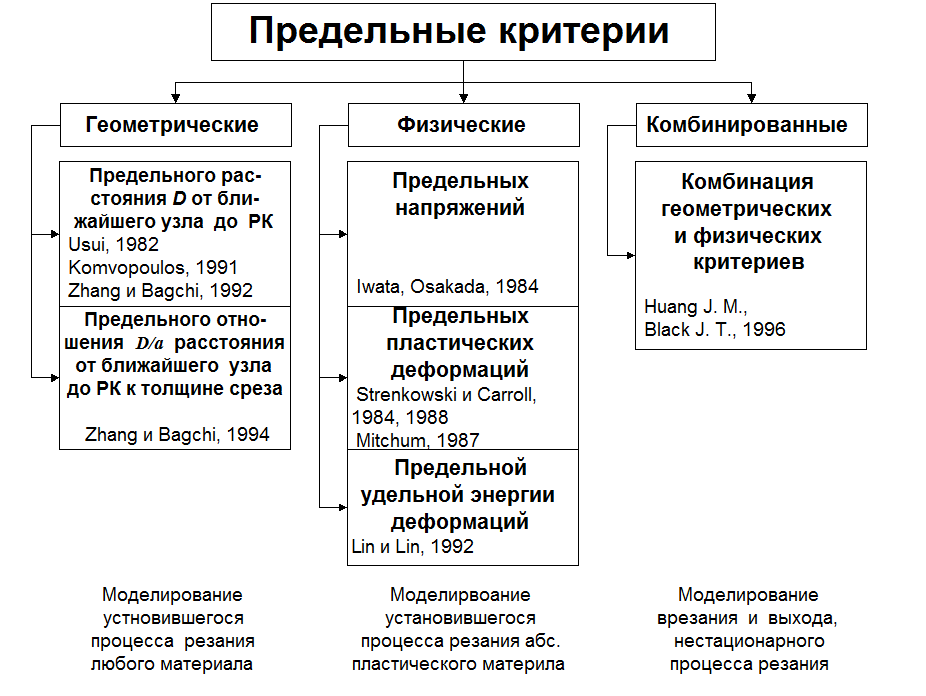 б)
б)