Современные представления о теплообмене и температурах, возникающих в процессе резания[I1]
Многолетние исследования тепловых процессов при резании металлов позволили установить их основные закономерности, но в то же время все еще не достигнуто полное понимание этих процессов.
В настоящее время общепринятой считается схема теплообмена, представленная А. Н. Резниковым [32]. Здесь температура в любой точке системы резания есть результат воздействия трех источников тепла: теплоты трения на участке контакта «резец-стружка», теплоты деформации и теплоты трения на участке контакта «резец-заготовка».
|
Рисунок 3.17 - Структурная схема теплообмена без искусственного охлаждения [32] |
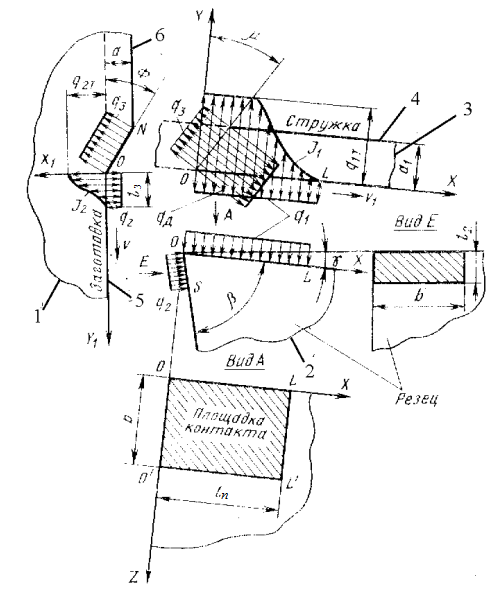
В процессе обработки в системе
заготовка–стружка–инструмент возникают следующие источники теплоты: источник
трения на передней поверхности инструмента интенсивностью ![]() и действующий на площадке контакта
длиной
и действующий на площадке контакта
длиной ![]() ; источник трения на задней
поверхности инструмента распределенный интенсивностью
; источник трения на задней
поверхности инструмента распределенный интенсивностью ![]() и
действующий на площадке контакта длиной
и
действующий на площадке контакта длиной ![]() ;
источник теплоты, вызванный деформациями в зоне резания интенсивностью
;
источник теплоты, вызванный деформациями в зоне резания интенсивностью ![]() . Теплообмен между стружкой и инструментом,
заготовкой и инструментом, стружкой и заготовкой происходит посредством
итоговых потоков теплообмена, соответственно,
. Теплообмен между стружкой и инструментом,
заготовкой и инструментом, стружкой и заготовкой происходит посредством
итоговых потоков теплообмена, соответственно, ![]() ,
, ![]() ,
, ![]() .
При наличии внешнего охлаждения, например, в результате применения СОТС,
возникает еще один сток теплоты действующий на всех свободных поверхностях
заготовки, стружки и инструмента
.
При наличии внешнего охлаждения, например, в результате применения СОТС,
возникает еще один сток теплоты действующий на всех свободных поверхностях
заготовки, стружки и инструмента ![]() , подчиняющийся
закону Ньютона-Рихмана [32].
, подчиняющийся
закону Ньютона-Рихмана [32].
Все перечисленные теплообразующие источники являются трехмерными, однако часто при теплофизическом анализе их полагают двумерными. В соответствии с принципами механики распределение их плотности соответствует распределению напряжений в зоне деформации и трения на контактных поверхностях (см. раздел 0):
![]() ;
; ![]() ;
; ![]() , (
3.45)
, (
3.45)
где ![]() и
и
![]() - коэффициенты, показывающие долю
механической энергии, выделяющуюся в виде теплоты соответственно при
деформировании и трении. Значения этих коэффициентов в работах различных
авторов весьма противоречивы. Так, например, А. Н. Резников [32] принимает эти коэффициенты равными 1 во всех случаях, в то время как некоторые
западные ученые [94] принимаю эти коэффициенты равными соответственно 0.9 и 0.5
в условиях обработки углеродистой стали быстрорежущим инструментом.
- коэффициенты, показывающие долю
механической энергии, выделяющуюся в виде теплоты соответственно при
деформировании и трении. Значения этих коэффициентов в работах различных
авторов весьма противоречивы. Так, например, А. Н. Резников [32] принимает эти коэффициенты равными 1 во всех случаях, в то время как некоторые
западные ученые [94] принимаю эти коэффициенты равными соответственно 0.9 и 0.5
в условиях обработки углеродистой стали быстрорежущим инструментом.
Однако часто при расчете температур аналитическими
методами принимают ![]() равнораспределенным по
плоскости сдвига,
равнораспределенным по
плоскости сдвига, ![]() распределенным по смешенному
закону, а
распределенным по смешенному
закону, а ![]() по несимметричному нормальному
закону.
по несимметричному нормальному
закону.
Общую мощность тепловыделения предполагают эквивалентной всей механической работе деформирования материала в зонах А, Б, В (см. рисунок 3.2) и работе сил трения на контактных площадках инструмента[DV2] . Таким образом суммарная мощность тепловыделения равна [32]:
![]() ,
( 3.46)
,
( 3.46)
где ![]() ,
, ![]() ,
, ![]() -
соответственно мощности тепловыделения источников, возникающих как результат
перехода в теплоту работы деформирования, работы сил трения на передней и
задней поверхностях режущего клина:
-
соответственно мощности тепловыделения источников, возникающих как результат
перехода в теплоту работы деформирования, работы сил трения на передней и
задней поверхностях режущего клина:
![]() ,
, ![]() ,
,
![]()
Из теплофизики известно, что теплопередача в системе резания подчиняется уравнению теплопроводности [3]:
 , ( 3.47)
, ( 3.47)
где ![]() -
коэффициент теплопроводности, в общем случае зависящий от температуры, Вт/(м×°С);
с - удельная теплоемкость, Дж/(кг×°С);
-
коэффициент теплопроводности, в общем случае зависящий от температуры, Вт/(м×°С);
с - удельная теплоемкость, Дж/(кг×°С); ![]() -
плотность материала, кг/м3;
-
плотность материала, кг/м3; ![]() -
объемная плотность тепловыделения внутренних источников, Дж/м3;
-
объемная плотность тепловыделения внутренних источников, Дж/м3; ![]() - время, с;
- время, с; ![]() -
температура, °С;
-
температура, °С; ![]() ,
,![]() -
проекции на оси координат скорости частиц среды, м/с.
-
проекции на оси координат скорости частиц среды, м/с.
Существует несколько методов аналитического определения температур, каждый из которых в своем аналитическом описании основывается на тех или иных допущениях и предпосылках. Наиболее интересные и важные теоретические исследования в области теплофизики резания (с позиции рассматриваемой задачи) выполнены коллективами и отдельными учеными: А. Н. Резниковым, В. А. Остафьевым, С. С. Силиным, Н. В. Талантовым, М. Г. Стивенсоном и др.
Наиболее широко распространен метод стационарных и движущихся источников тепла, для аналитического исследования температурных полей на контактных поверхностях «резец-стружка» и «резец-заготовка», разработанный А. Н. Резниковым, С. С. Силиным и др. [49, 32, [i]].
Метод предполагает целый ряд допущений:
упрощенная геометрическая форма режущей части инструмента, стружки и заготовки;
принятые упрощенные законы распределения тепловых источников, что дает более интенсивный рост температур в плоскости сдвига [3]
практически не учитываются зависимости свойств материала от температуры и др.
Кроме того, этот метод не позволяет непосредственно рассчитать температурное поле в системе резания и, следовательно, является недостаточно эффективным для решения задачи о термические напряжениях.
Более полное решение уравнения теплопроводности может быть выполнено методом конечных элементов (МКЭ), который позволяет не только получить более подробную информацию о температурном поле, более корректно и гибко задать граничные условия и не прибегать к геометрическому упрощению задачи, но и выполнить расчеты с учетом зависимости теплофизических свойств материалов системы от температуры, эффективно решать задачу конвективного теплообмена и т.д. Интересной особенностью является возможность гибко задать распределение тепловых источников по сколь угодно сложному закону или непосредственно вычислить его при моделировании стружкообразования из расчета напряженно-деформированного состояния (НДС) срезаемого слоя. В решении таких задач методом конечных элементом уже достигнут определенный прогресс [1].
При рассмотрении свободного прямоугольного резания указанная задача сводится к интегрированию дифференциального уравнения теплопроводности по площади сечения заготовки, стружки и инструмента главной секущей плоскостью при заданных начальных и граничных условиях:
Исследования теплофизики резания показали, что тепло, образующееся при резании, переходит в стружку, заготовку и инструмент. Было установлено, что теплоотвод в инструмент минимален при любых условиях обработки, что вызвано, прежде всего, низкой теплопроводностью инструментальных материалов по сравнению с обрабатываемыми [11].
Контактные температуры могут достигать температуры плавления обрабатываемого материала, и в несколько раз превосходить среднюю температуру стружки. Их распределение приведено на рис[DV3] . А. Н. Резников отмечает, что теплоотвод через заднюю поверхность может быть достаточно сильным и в этом случае заготовка может служить своеобразным охладителем инструмента, причем достаточно активным [32].
Приводимые в литературе распределения температуры в РЧИ свидетельствуют о наличии довольно высоких градиентов ее изменения, что несомненно вызывает температурные напряжения в инструменте[3].
[i] Резников А. Н. Теплофизика процессов механической обработки материалов. –М.: Машиностроение, 1981. – 279 с.
Стр: 1
[I1]Написать о
современных методах расчета температур, распределении контактных температур
Стр: 1
[DV2]написать о работе
тепловыделения
Стр: 1
[DV3]Вставить рисунок
Распределение контактных температур.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.