

Практическая работа №6
Тема: Нормирование токарно-винторезной операции.
Цель: Изучить методику нормирования токарно-винторезной операции.
Ход работы:
1. Выбор подач
Для чернового точения выбирается подача из практической работы №5.
Sот =0,83 мм/об;
Sо =0,85 мм/об.
Корректирую подачу по паспорту станка:
Sф =1 мм/об.
Для чернового растачивания Sот =0,57 мм/об [Л4 с.50 к.9]
Sо =Sот· KSм· KSп· KSi· KSφ· KSи·KSD; (6.1)
где KSм = 1,00; [Л4 с.52 к.11]
KSп =1,00;
KSi =1,00;
KSφ =0,95;
KSи =1,15;
KSD =0,62.
Sо =0,57·1,00·1,00·1,00·0,95,1,15·0,62=0,38 мм/об;
Корректирую подачу по паспорту станка:
Sф =0,4 мм/об.
Для получистового растачивания Sот =0,37 мм/об [Л4 с.51 к.10]
Sо =Sот· KSм· KSп· KSi· KSφ· KSи·KSD; (6.2)
Sо =0,37·1,00·1,00·1,00·0,95,1,15·0,62=0,25 мм/об;
Корректирую подачу по паспорту станка:
Sф =0,25 мм/об.
2. Выбор скорости резания.
Для чернового точения выбираю скорость резания с предыдущей работы:
VТ =140 м/мин;
Vр =119 м/мин.
Расчетные обороты шпинделя так же выбираю из ПР№5.
n=287,1 об/мин.
Корректирую частоту вращения по паспорту станка:
nф =315 об/мин.
тогда
 (6.3)
(6.3)

Для чернового растачивания VТ =203 м/мин
Поправочные коэффициенты беру из предыдущей работы:
VP =VT· KVи· KVc· KVo· KVj· KVм· KVφ· KVT· KVж ; (6.4) VP =203·0,85·1,00·1,00·1,00·1,00·1,00·1,00·1,00= 172.55 м/мин.
Расчетные обороты шпинделя:
 (6.5)
(6.5)
Корректирую по паспорту станка:
Nф =1000 об/мин.
Фактическая скорость резания равна:

для получистового растачивания VТ =228 м/мин.
VP =VT· KVи· KVc· KVo· KVj· KVм· KVφ· KVT· KVж ;
VP =228·0,85·1,00·1,00·1,00·1,00·1,00·1,00·1,00= 193,8 м/мин.
Корректирую по паспорту станка:
Nф =1250 об/мин.

Мощность привода главного движения выбираю с предыдущей работы:
Nф=11кВт.
Обработка резанием возможна.
3. Определяю минутную подачу.
Sм =nф·Sо (6.6)
Черновое точение:
Sм =315·1=315 мм/мин;
Черновое растачивание:
Sм =1000·0,4=400 мм/мин;
Получистовое растачивание:
Sм =1000·0,25=250 мм/мин.
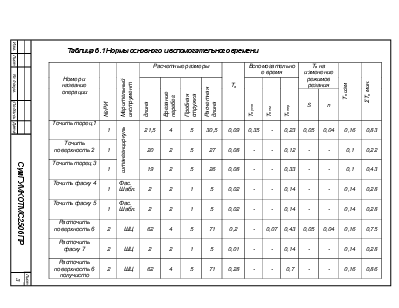
Таблица 6.1 Нормы основного и вспомогательного времени
|
Номер и название операции |
№ РИ |
Мерительный инструмент |
Расчетные размеры |
То |
Вспомогательное время |
Тв на изменение режимов резания |
Тв изм |
ΣТв мин. |
|||||||
|
длина |
Врезание перебег |
Пробная стружка |
Расчетная длина |
Тв уст |
Тв см |
Тв пер |
|||||||||
|
S |
n |
||||||||||||||
|
Точить торец 1 |
1 |
штангенциркуль |
21,5 |
4 |
5 |
30,5 |
0,09 |
0,35 |
- |
0,23 |
0,05 |
0,04 |
0,16 |
0,83 |
|
|
Точить поверхность 2 |
1 |
20 |
2 |
5 |
27 |
0,08 |
- |
- |
0,12 |
- |
- |
0,1 |
0,22 |
||
|
Точить торец 3 |
1 |
19 |
2 |
5 |
26 |
0,08 |
- |
- |
0,33 |
- |
- |
0,1 |
0,43 |
||
|
Точить фаску 4 |
1 |
Фас. Шабл. |
2 |
2 |
1 |
5 |
0,02 |
- |
- |
0,14 |
- |
- |
0,14 |
0,28 |
|
|
Точить фаску 5 |
1 |
Фас. Шабл. |
2 |
2 |
1 |
5 |
0,02 |
- |
- |
0,14 |
- |
- |
0,14 |
0,28 |
|
|
Расточить поверхность 6 |
2 |
ШЦ |
62 |
4 |
5 |
71 |
0,2 |
- |
0,07 |
0,43 |
0,05 |
0,04 |
0,16 |
0,75 |
|
|
Расточить фаску 7 |
2 |
ШЦ |
2 |
2 |
1 |
5 |
0,01 |
- |
- |
0,14 |
- |
- |
0,14 |
0,28 |
|
|
Расточить поверхность 6 получисто |
2 |
ШЦ |
62 |
4 |
5 |
71 |
0,28 |
- |
- |
0,7 |
- |
- |
0,16 |
0,86 |
|
Основное время на каждую поверхность рассчитывается по формуле:
 (6.7)
(6.7)
результаты расчетов приведены в таблице 6.1
Оперативное время определяется по формуле:
![]() (6.8)
(6.8)
где
То = ΣТо =0,09+0,08+0,08+0,02+0,02+0,2+0,01+0,28=0,8 мин.
Тв =0,83+0,22+0,43+0,28+0,28+0,75+0,28+0,86=3,93 мин.
Топ =0,8+3,93=4,73 мин.
Время на обслуживание рабочего места:
Тобс =4 мин; [Л7 с.70 к.19]
Время на личные надобности – 2% от Топ :
Тлн =2%Топ = 0,1 мин;
Норма штучного времени равна:
![]() (6.9)
(6.9)
Тшт =4,73+4+0,1=8,83 мин.
Выбор глубин резания по стадиям приведен в таблице 6.2
|
Стадия обработки |
Глубина резания |
||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
|
Черновая |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
|
Получистовая |
- |
- |
- |
- |
- |
1,5 |
- |
4. Выбор режущего инструмента.
Для черновой обработки поверхностей 1,2,3,4,5 – выбираю РИ№1 с предыдущей работы.
Для черновой обработки поверхностей 6,7 и получистовой поверхности 6 – выбираю РИ№3 с твердосплавной пластиной Т5К10.
Вывод: в ходе выполнения практической работы я изучил методику нормирования токарно-винторезной операции.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.